Главная » Оснастка для 5-ти осевых обрабатывающих центров.
Оснастка для 5-ти осевых обрабатывающих центров.
В данной статье мы решили сделать небольшой обзор различной оснастки для пяти осевых фрезерных обрабатывающих центров. Работа на станках такого типа, как правило, имеет свои особенности и в стратегии обработки и в закреплении заготовок.
Различные детали зачастую нужно обработать от одной базы с пяти сторон, при этом необходимо обеспечить наиболее свободный подход инструментом к детали с каждой стороны, с необходимым углом его положения при обработке. Очень часто применяются элементы оснастки для быстрой смены заготовок, подобно системе Zero-Point. Указанная тема была рассмотрена ранее "Системы быстрой смены паллет, заготовок..."(читать).
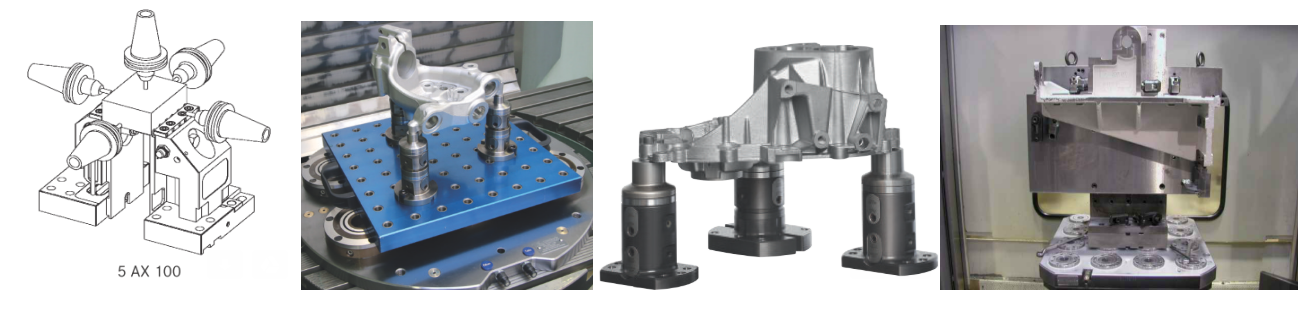
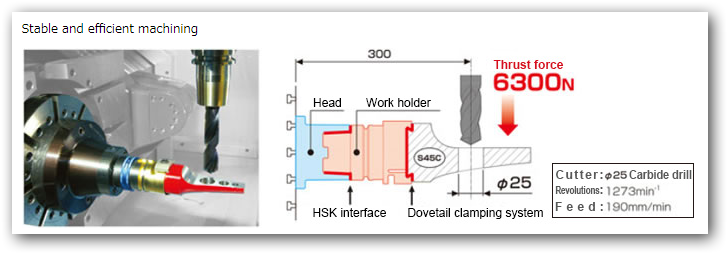
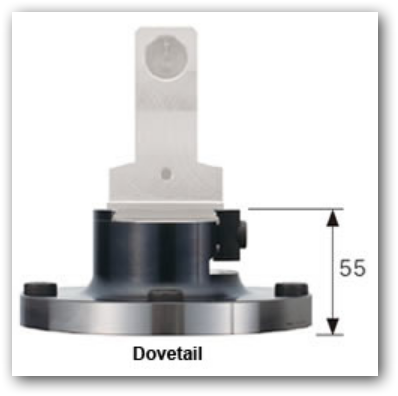
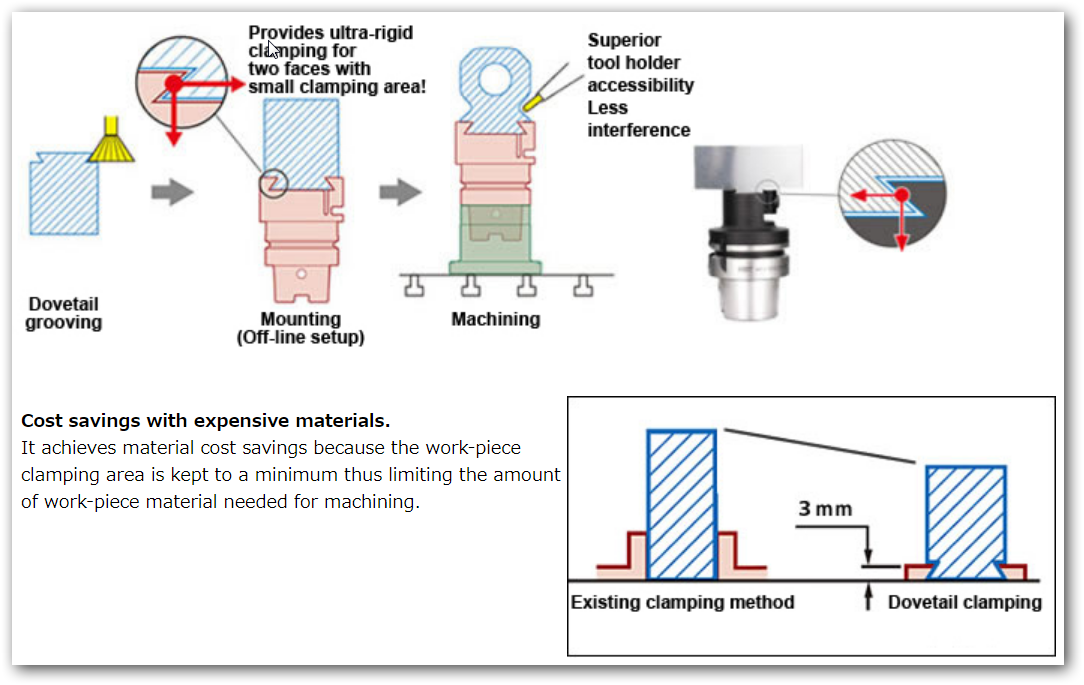
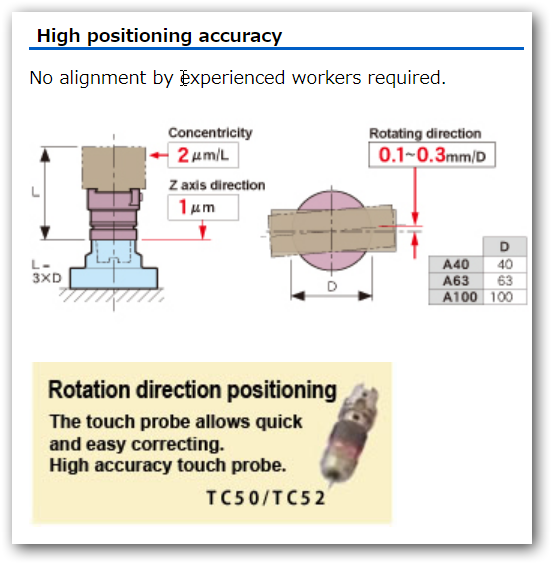
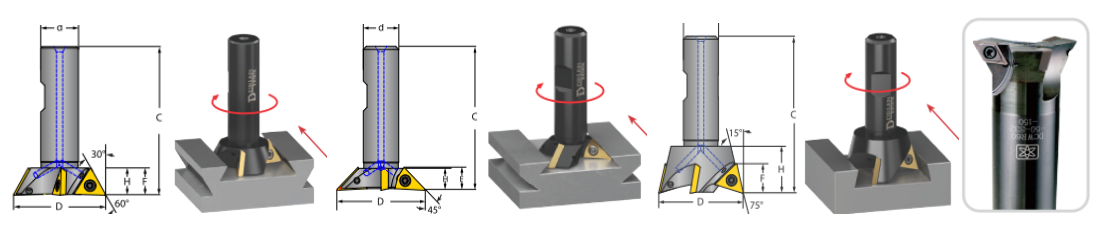
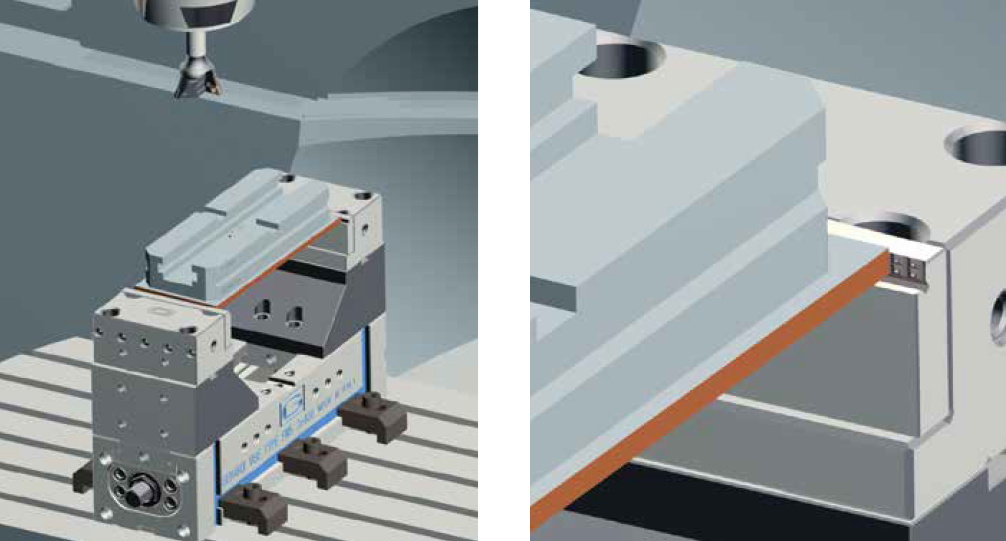
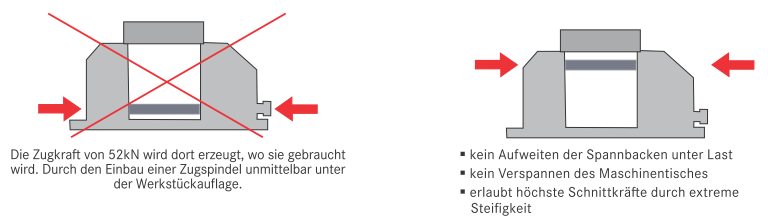
Для многих типов деталей самый простой и наиболее часто применяемый метод закрепления заготовок - это подготовка базовой опорной поверхности под "ласточкин хвост" и ее закрепление или в специальных патронах или в специальных губках тисков. Закрепление поверхности, обработанной по типу "ласточкин хвост" дает не только минимальную высоту при закреплении заготовки, но и обеспечивает надежное удержание заготовки в процессе обработки.
Система Smart Grip крепления под стандартный HSK тип патрона, предусматривает установку заготовок в патроны как с автоматизированным закреплением, так и с ручным. Установка (смена) заготовок на станке занимает несколько секунд. Причем и в самом шпинделе станка для установки инструмента и на столе станка можно применять оправки с одним и тем же HSK конусом, и даже применять некоторые оправки (типа цанговых патронов) в случае закрепления малогабаритных заготовок, изготавливаемых из прутка. Так же есть возможность поменять местами заготовку и инструмент (в основном для малогабаритных легких изделий), т.е. заготовка крепится в патроне и устанавливается в шпиндель станка, а инструмент устанавливается на стол станка, что позволяет устанавливать различные резцы на столе станка, и фактически вести токарную обработку заготовки, конечно при необходимости (целесообразности) таковой.
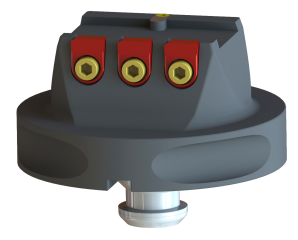
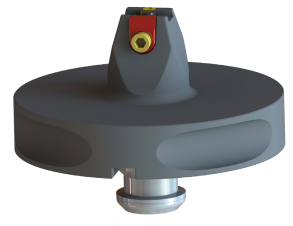
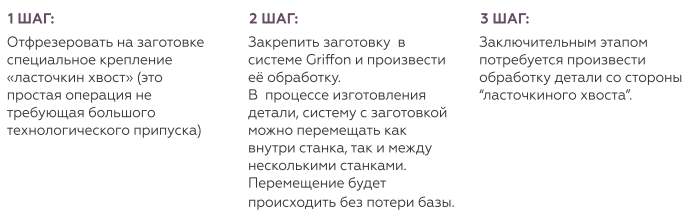
Система Griffon -по сути подобная система с использованием элементов установки системы Zero-Point, заготовка крепится в специальных приспособлениях, выполненных под закрепление заготовки с установочной поверхностью типа "ласточкин хвост".
Подобного типа оснастку можно видеть у Китайского производителя A-ONE www.system3a.com
Нужно еще также указать, что для подготовки поверхности типа "ласточкин хвост" существуют не только цельные инструменты из быстрорежущей стали и твердого сплава, но и фрезы со сменными пластинами, что более предпочтительно при частом использовании такого инструмента.
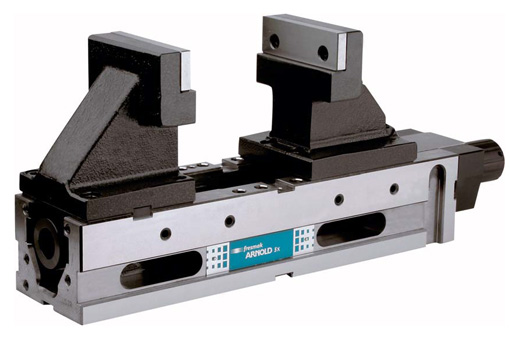
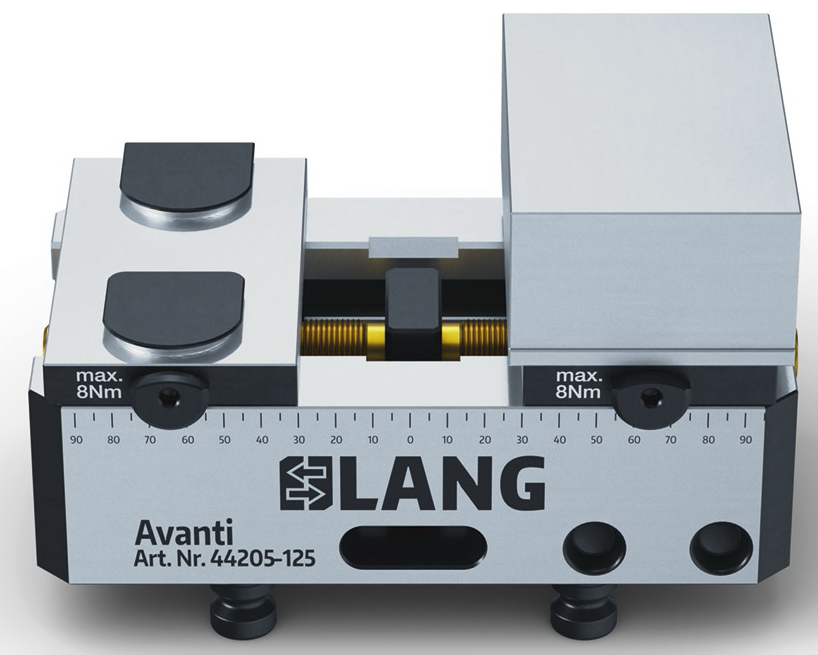
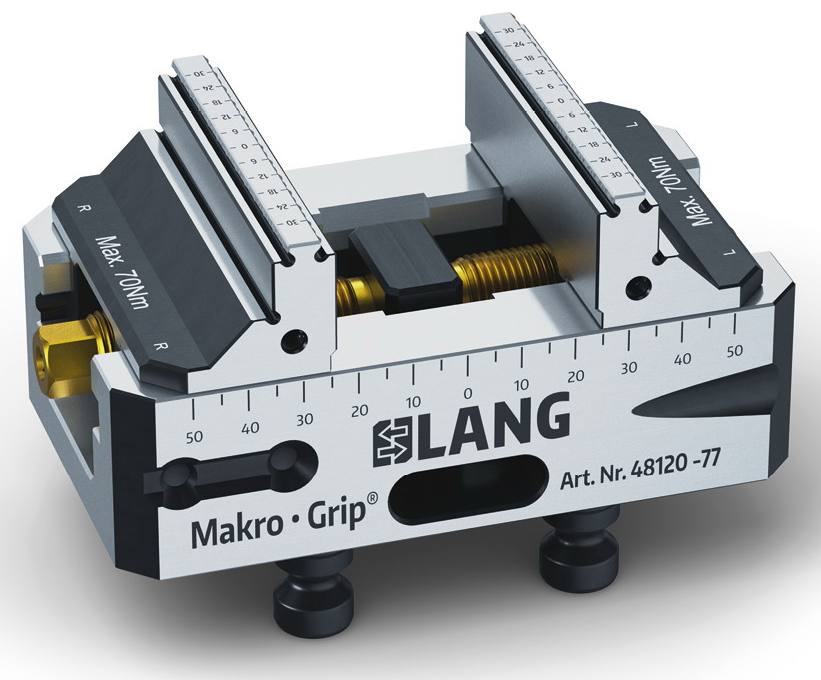
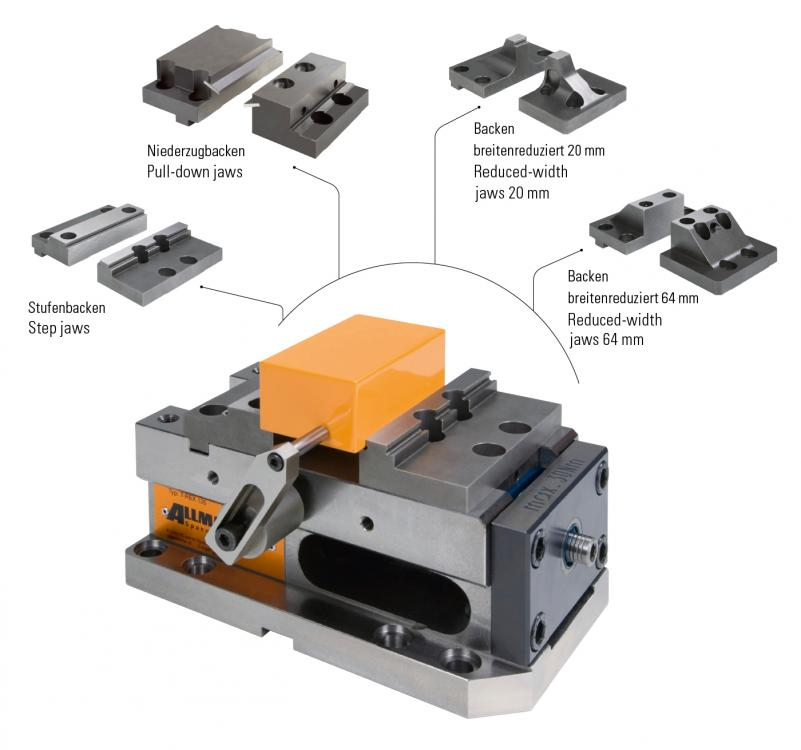
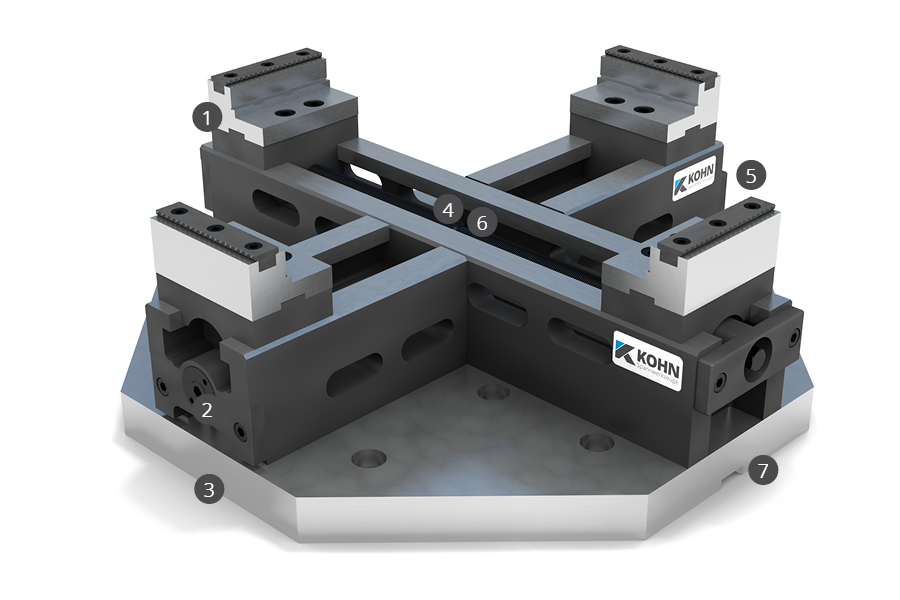
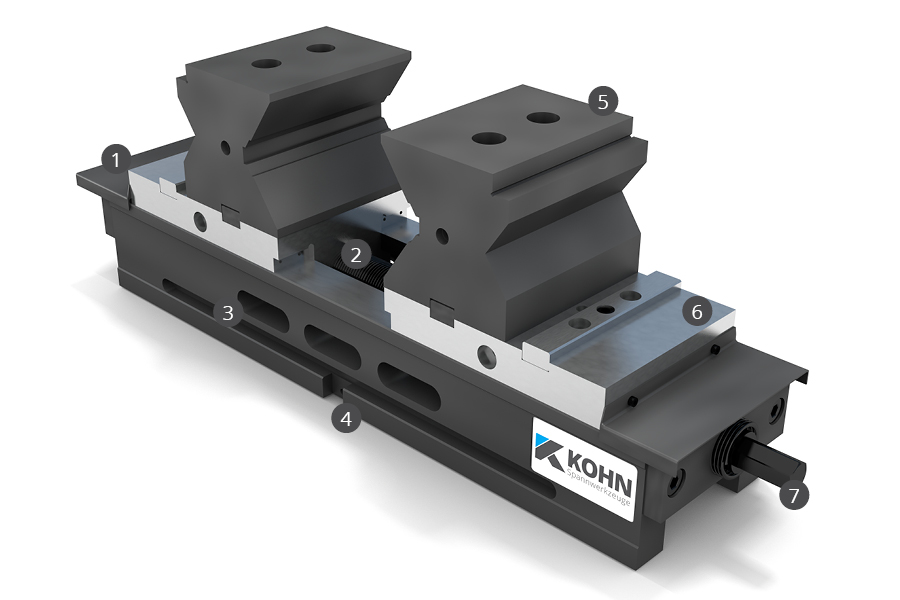
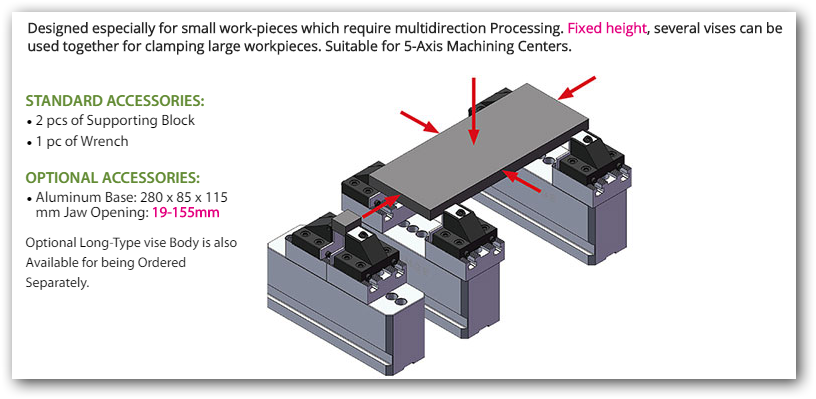
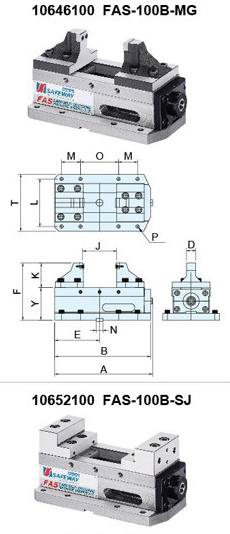
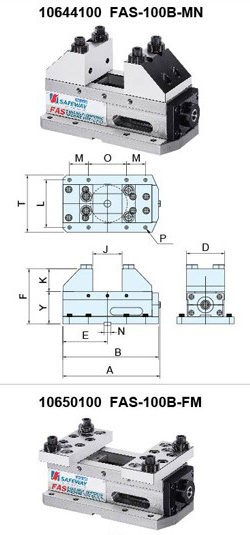
В случае применения для закрепления заготовок тисков, следует учитывать, что тиски не должны быть слишком громоздкими (с запасом по размеру губок), и они не должны создавать дополнительных проблем для свободного доступа инструмента к обрабатываемым поверхностям.
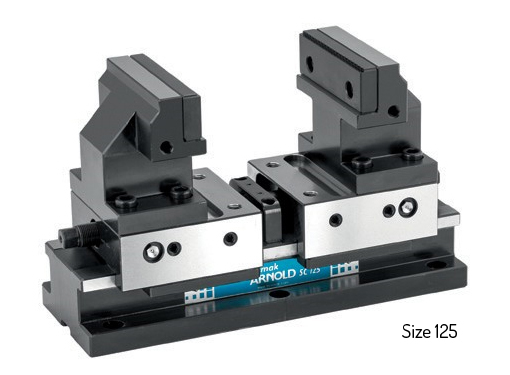
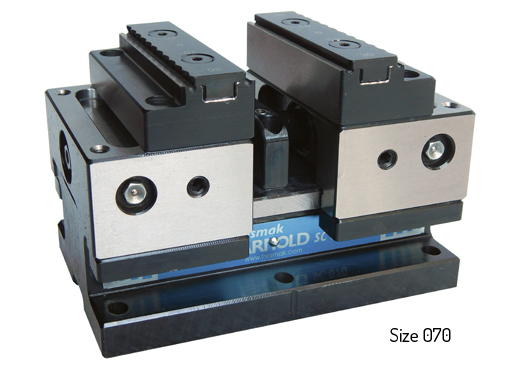
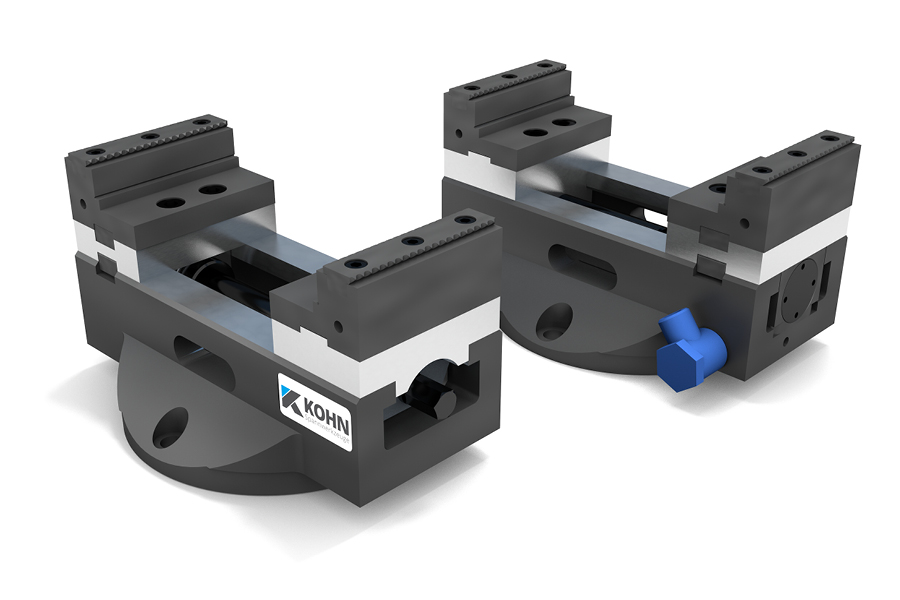
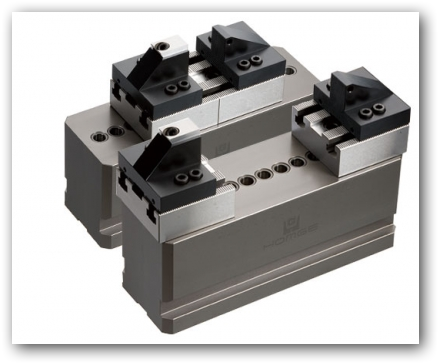
По конструкции тиски для 5-ти осевых обрабатывающих центров, как правило, выполняются либо компактными, с большим ассортиментом сменных губок (или элементов закрепления, устанавливаемых на эти губки или тиски), либо многие конструкции тисков изготавливаются с весьма высокими губками. Компактные не высокие тиски предусматривают установку их на специальных опорах (тумбах, либо элементах УСП или Zero-Point).
Производителей такого типа тисков довольно много, укажем наиболее интересные по конструктивному исполнению и наиболее часто запрашиваемые:
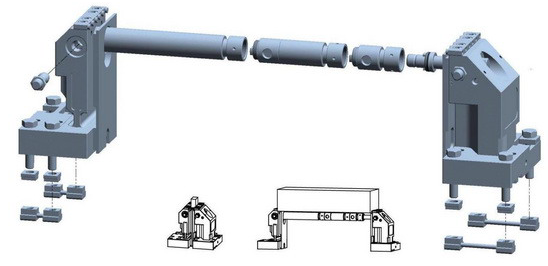
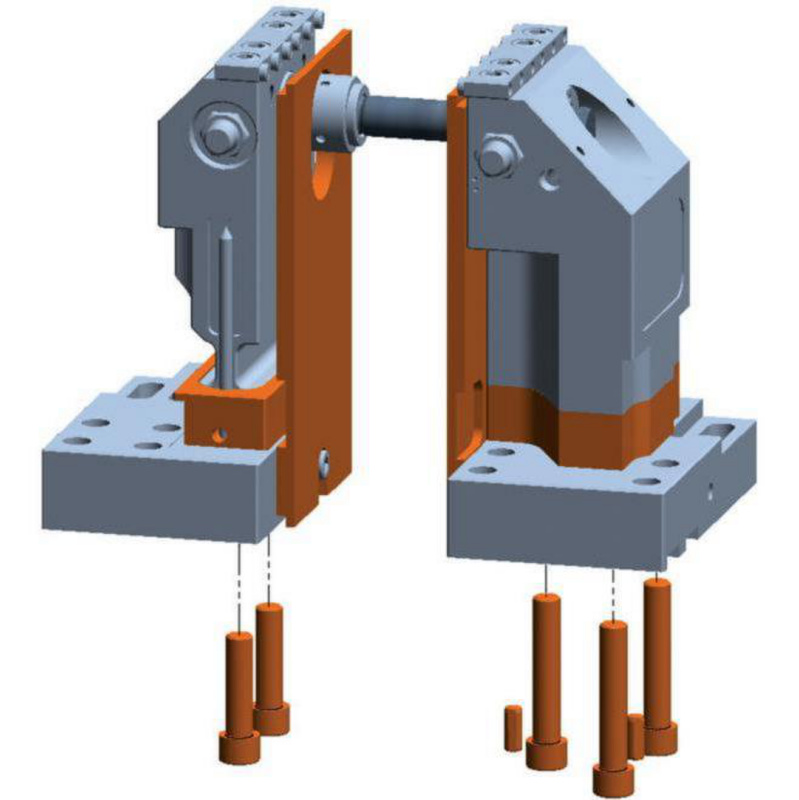
Стоит остановить внимание и на опорах (подставках) для тисков.
Поскольку многие тиски для пятиосевой обработки выполняются компактными, их необходимо поднимать на высоту, достаточную для обработки детали (зачастую поворотная голова станка имеет существенные размеры, а детали имеют специфические поверхности, и приходится значительно приподнимать тиски или иную крепежную оснастку).
Так вот непосредственно подставки, должны обеспечивать и свободный доступ, и жесткость... а иногда как бонус ко всему этому и вибропоглощение (в основном на опорах из минеральных сплавов).
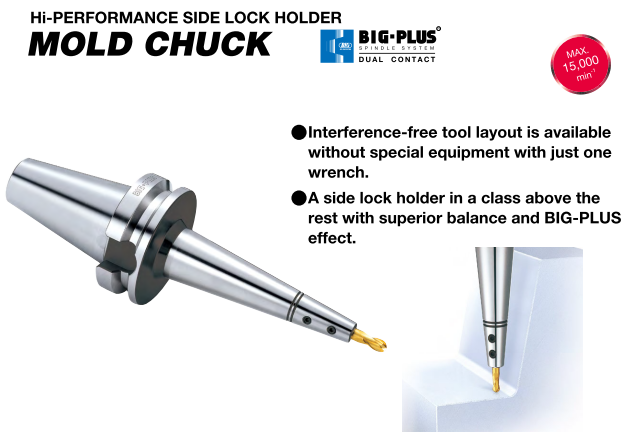
Теперь остановимся на шпиндельной оснастке, в частности на патронах.
При обработке таких материалов как алюминий, некоторое увеличение вылета инструмента или оснастки не слишком негативно скажется на процессе обработки (особенно если шпиндель станка не является высокоскоростным или производится легкая чистовая обработка), а вот при обработке сложных материалов (типа нержавеющие стали, жаропрочные стали, титан и т.д.), а также работа на высоких оборотах шпинделя - в данном случае рекомендуется по возможности уменьшать и вылет инструмента, и вылет оправок.
Чаще всего при работе на 5-ти осевых станках применяют стратегию скоростной обработки ВСО (указанная тема была рассмотрена ранее "Высокоскоростное фрезерование..."), что в свою очередь накладывает особые требования и к инструменту и к шпиндельной оснастке.
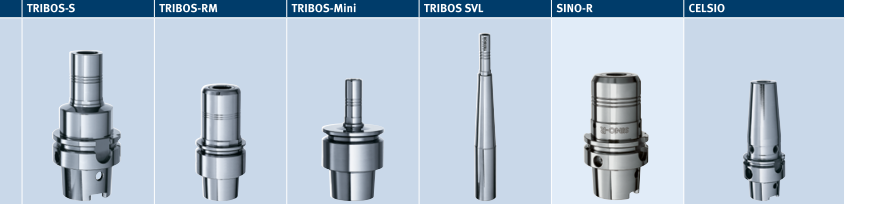
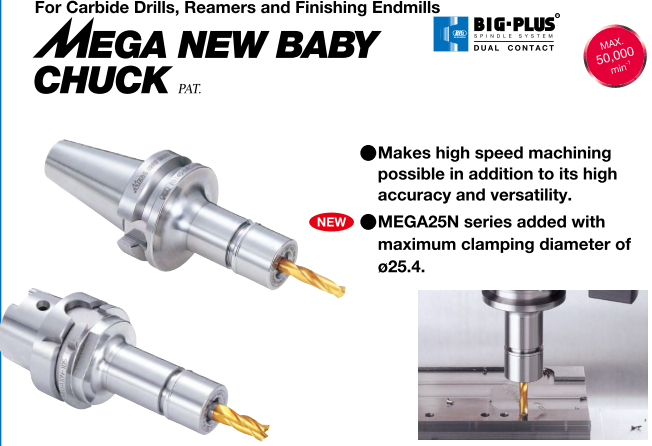
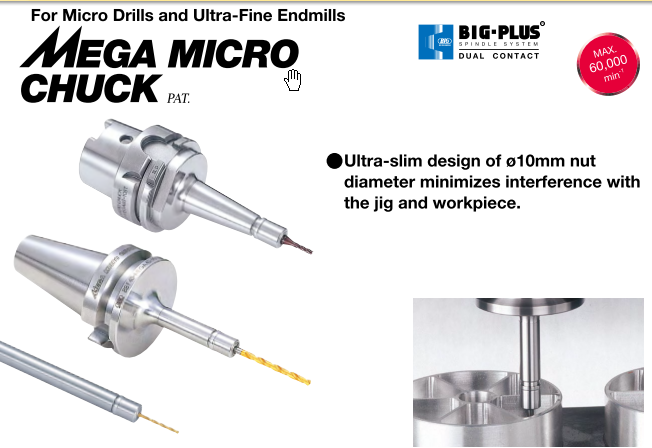
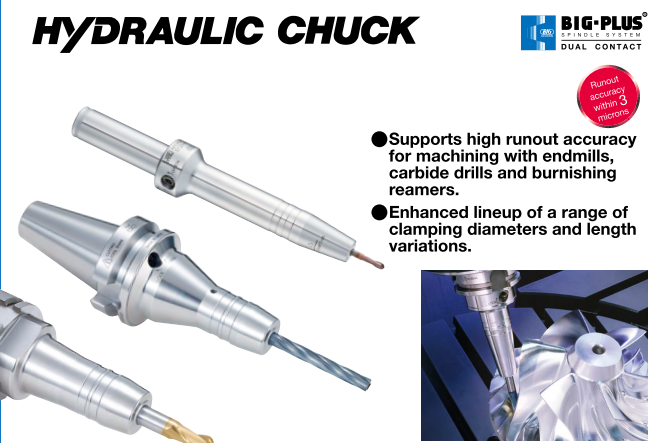
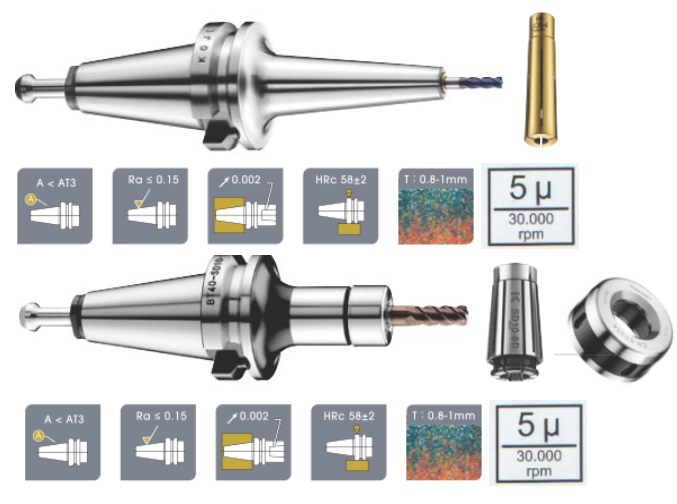
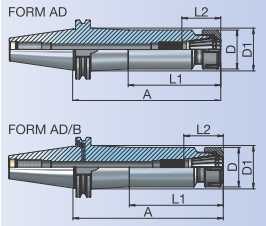
Для высокоскоростной обработки, и в частности для пятиосевой обработки наиболее применимы такие типы патронов:
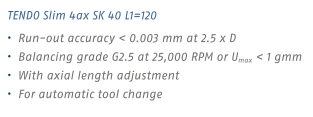
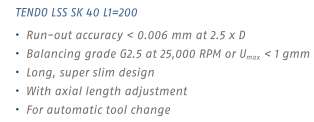
- высокоточные цанговые патроны (и реже цанговые удлинители) - в данном случае идет речь о специальных сериях патронов, типов цанг, гаек...
Обычныецанговые патроны, патроны Weldon и т.д.... не рекомендуется использовать на оборотах выше 12-15 тыс. об/мин, причем этот диапазон может быть значительно снижен, в зависимости от вылета патрона, типа цанги, гайки, инструмента и даже от того, кто является производителем данного патрона.
В любом случае для достижения высокой точности и чистоты обработанной поверхности, для снижения вибрации, для увеличения стойкости инструмента и т.д., и особенно при работе выше 8-12 тыс. оборотов рекомендуется производить балансировку оправки (патрона) в сборе с инструментом на балансировочной машине.
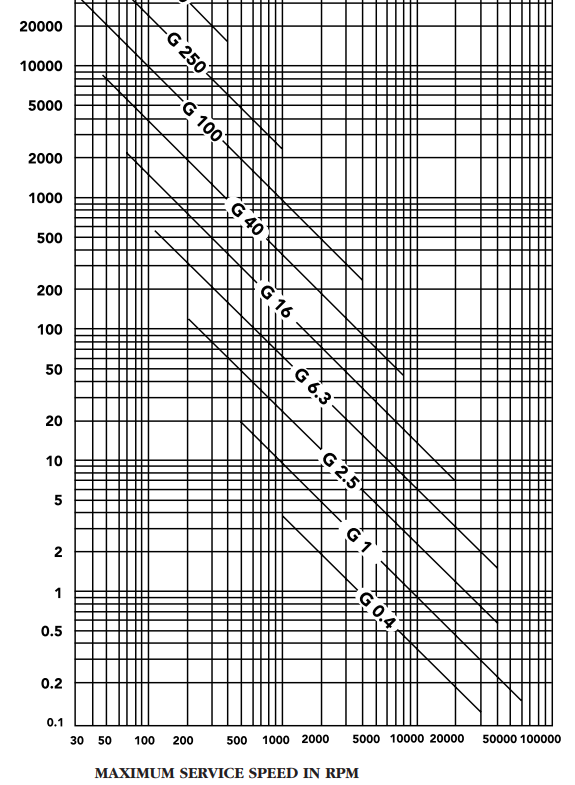
Ниже приведены рекомендации по максимальному числу оборотов для патронов различного типа.
Иногда у некоторых неопытных пользователей возникает ошибочное мнение о значениях параметров, приводимых в некоторых каталогах.
В качестве примера
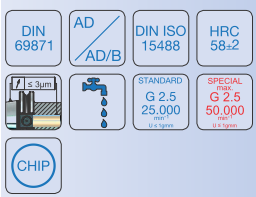
Указанные цифры G2.5 25 тыс. оборотов, 50 тыс. оборотов - не указывают на то, что эти патроны могут работать вплоть до этих значений...нет, эти цифры указывают на класс балансировки самого патрона, т.е. балансировка по классу G2.5 произведена на балансировочной машине, при этом при замерах патрон вращался на указанных оборотах.
При балансировке инструмента согласно ISO 1940-1, класс балансировки G 2.5, при 25 000 об/мин допускается дисбаланс 1 г•мм/кг.
Стандарт ISO 1940/1 допускает больший дисбаланс на более тяжёлых держателях инструмента, чем на более лёгких, при той же самой скорости вращения. Это означает, что при этом не обеспечивается устойчивая нагрузка системы.
Согласно ISO 1940-1 («Требования к качеству балансировки для роторов в постоянном (жёстком) состоянии») G – это показатель качества балансировки вращающегося тела. G – это тангенциальная скорость в центре тяжести относительно скорости вращения. G зависит от скорости вращения (n), массы тела (m) и дисбаланса (u). Класс G не идентифицируется без знания скорости вращения.
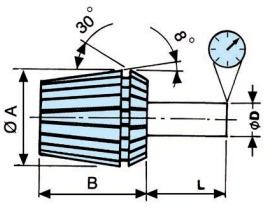
При этом нужно понимать, что цанга типа ER имеет угол 8 градусов, при высоких оборотах такая цанга значительно теряет усилие зажатия инструмента в патроне.
Для более скоростных патронов применяют несколько иные цанги, и чем выше допустимые скорости, тем меньше значение угла у цанги. И конструкция гайки скоростных патронов, тоже имеет отличия.
Демонстрационное видео:
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.











(14).png)






























Поделиться: