Резьбонарезные манипуляторы.
Резьбонарезные манипуляторы пользуются довольно большим спросом на различных производствах.
Диапазон нарезаемых резьб в зависимости от типа и размеров привода находится в пределах М1-М14, М8-М36 и до М50-М80.
Основные достоинства применения резьбонарезных манипуляторов:
- возможность сократить станко-час технологического оборудования, за счет перевода нарезание резьб со станков на резьбонарезные манипуляторы;
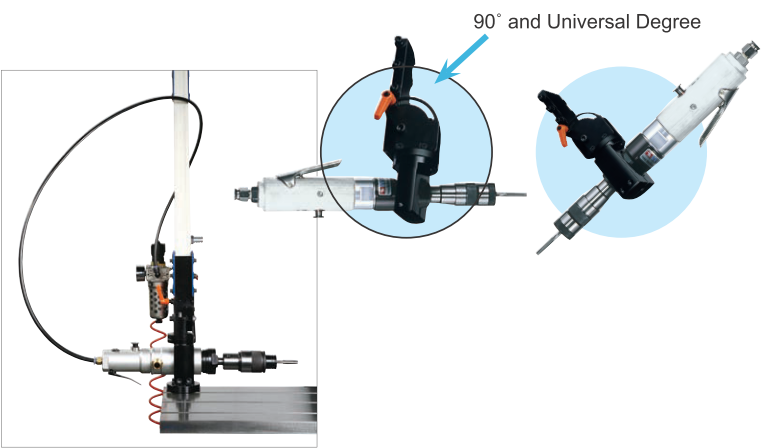
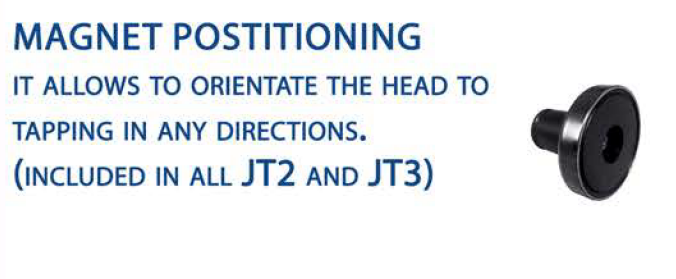
- существенное сокращение поломок метчиков, возможность нарезать резьбу под определенным углом, возможность быстрой смены инструментов;
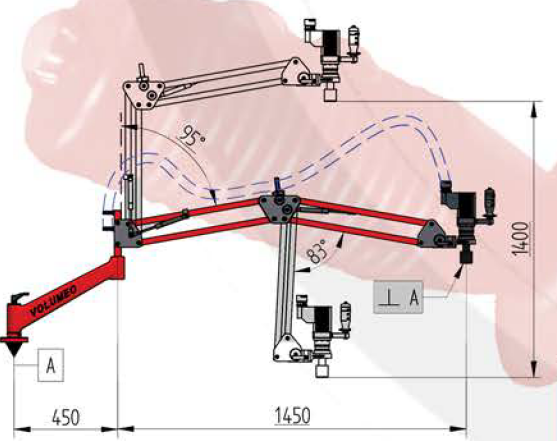
- пантографная система при перемещении обеспечивает сохранение установленного положения оси привода во всей рабочей зоне манипулятора;
- возможность нарезания резьб в широком диапазоне на одной модели манипулятора, за счет применения быстросменных вставок;
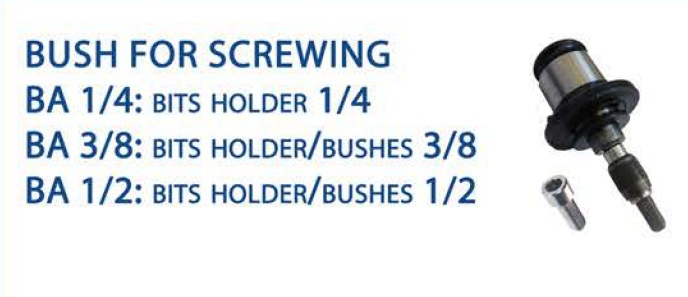
- возможность выполнять нарезание резьб метчиками, раскатниками, плашками, зенкование, сверление и т.д;
- позволяют существенно увеличить производительность по сравнению с нарезанием резьб в ручную;
- обеспечивают высокое качество нарезания резьб.
Так же следует особо отметить, что манипуляторы довольно точно ориентируют инструмент к поверхности детали (или к оси отверстия), чего добиться при помощи обычных ручных резьбонарезных машин довольно сложно. Манипулятор может быть установлен на любое рабочее место (на стол, верстак, и т.д.).
Основой конструкции резьбонарезных манипуляторов является пантограф. Привод инструмента крепится к руке манипулятора, состоящей из двух или трех рычагов. Данная конструкция обеспечивает движение без перекосов оси патрона во всей рабочей зоне. В результате гарантируется взаимная параллельность резьбовых отверстий в каждой обрабатываемой плоскости. Смена режущего и вспомогательного инструмента (модулей, вставок, метчиков) происходит быстро и легко благодаря принципу быстросменных соединений. Общий вес исполнительного органа, закрепленного на конце руки манипулятора, уравновешивается за счет регулирования усилия демпфера. Таким образом, даже при весьма тяжелом инструменте (например, метчики М18-М20) вес в руке рабочего весьма незначителен.
    |
У некоторых производителей поворотный механизм идет как отдельная часть и устанавливается дополнительно.
Из наблюдений, механизмы с тремя секциями более четко сохраняют положение инструмента в крайних верхней и нижней точках рабочей зоны и на максимальном / минимальном вылетах манипулятора в горизонтальной плоскости.
  |
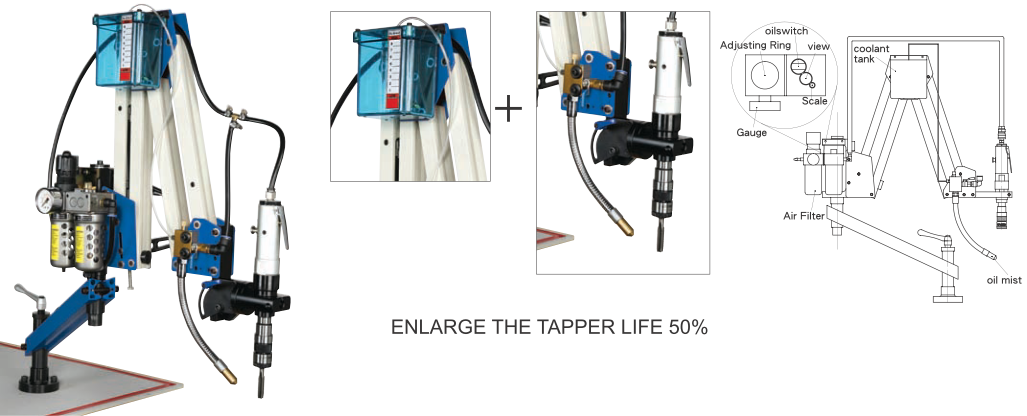
Среди дополнительных принадлежностей к манипуляторам многие производители отдельно поставляют блоки по подготовке воздуха в рабочую зону инструмента в виде масляного тумана.
При отсутствии такой системы смазки инструмента, смазку подают кисточкой или масленкой в ручную или просто окунают предварительно инструмент в смазку перед нарезанием резьбы в отверстии.
Следует так же заметить, что правильный подбор масел для нарезания резьб в различных материалах может увеличить срок службы инструмента в несколько раз.
(к примеру, применение немецкого специального синтетического масла для нарезания резьб в нержавейке типа 12Х18Н10Т увеличил стойкость инструмента в 2-3 раза на резьбе М2-М6, по сравнению с применяемой по старой технологии олеиновой кислотой).
Разные производители поставляют различные дополнительные аксессуары для резьбонарезных манипуляторов, что позволяет работать и метчиками, и плашками, и сверлами, и различными битами и т.д.
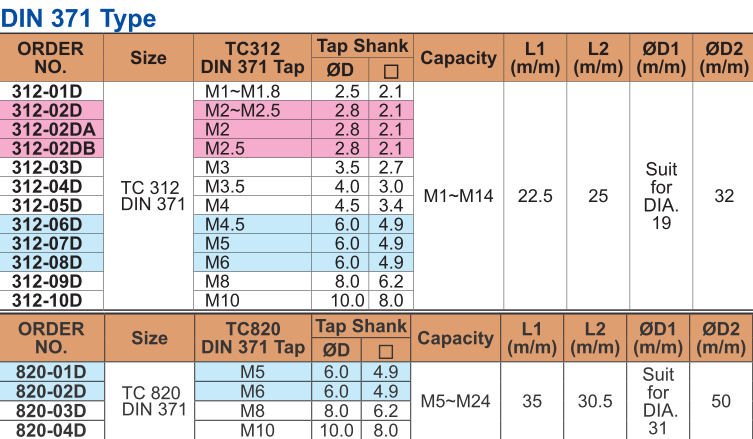
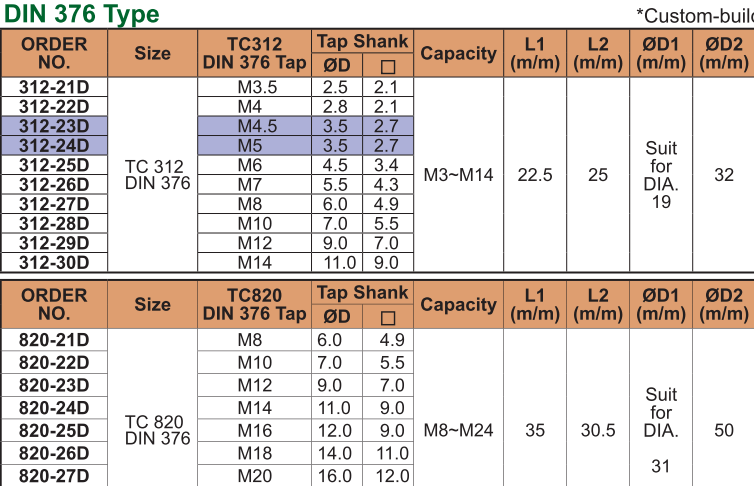
Непосредственно сами быстросменные предохранительные вставки для метчиков у некоторых производителей начинаются от размера М1 (Vertex), а у большинства от М2 или М3.
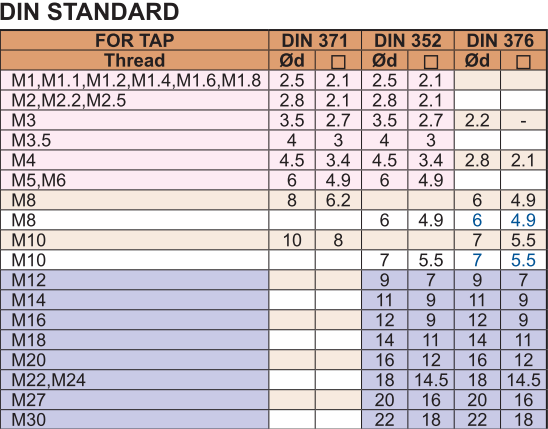
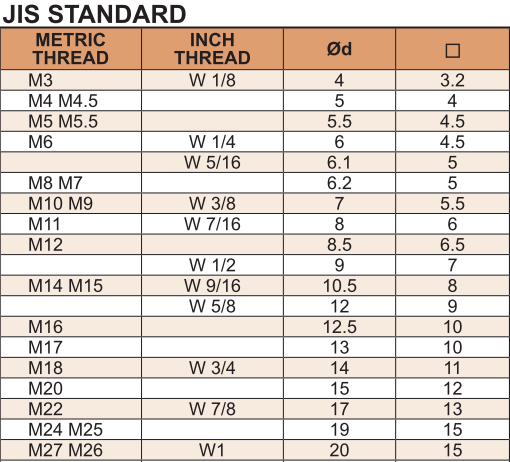
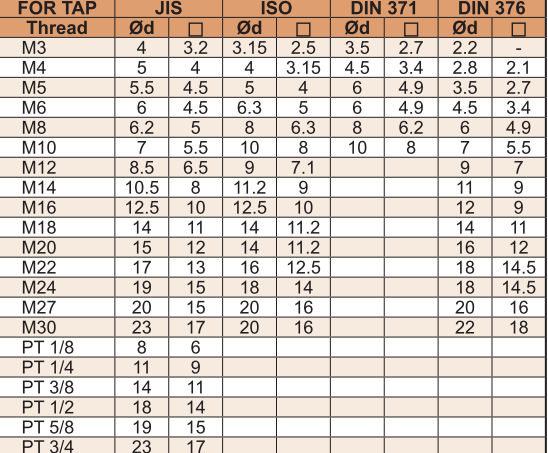
Нужно заметить, что хвостовики метчиков могут быть выполнены по разным стандартам DIN371, DIN376, ISO529/2283, ANSI, JIS и т.д., поэтому при заказе резьбонарезного манипулятора многие производители, у которых в комплект поставки с манипулятором входят наборы предохранительных вставок просят уточнить под какой стандарт хвостовиков нужны предохранительные вставки.
Размеры хвостовиков вставок обычно стандартизированы и, как правило, бывают 19, 31 и 48 мм и взаимозаменяемы.
|
|
|
|
|
|
|
|




Принцип действия резьбонарезных манипуляторов весьма прост. Режущий инструмент крепится в патрон с помощью системы быстросменных вставок. Рабочий подводит манипулятор к отверстию, направляет метчик и включает рабочий ход (вращение инструмента). Для нарезания первого витка резьбы необходимо небольшое усилие руки. Далее инструмент самозатягивается по резьбе. После нарезания необходимой длины резьбы оператор включает реверс нажатием кнопки во второе положение и инструмент выкручивается на тех же режимах, а если конфигурация позволяет, то, на усмотрение оператора, на более высоких или низких режимах.
Установка манипулятора не требует обязательного крепления к рабочему столу. Он может быть установлен на передвижные средства, позволяющие перемещать манипулятор, к примеру, вокруг крупногабаритной заготовки или любую точку участка. Установив манипулятор на передвижное средство, оснащенное подъемником, появляется возможность обработки резьбовых отверстий в достаточно большом диапазоне по высоте.
В основном резьбонарезные манипуляторы встречаются с электрическим, пневматическим и реже с гидравлическим приводами (последние обеспечивают большой крутящий момент).
К достоинствам электрических манипуляторов можно отнести:
- более широкий и плавный диапазон изменения скоростей, возможность обратного вращения на повышенной скорости;
- более низкий шум и не высокое потребление энергии;
- не требуется дополнительный подвод воздуха на рабочее место от компрессора;
- более долговечные безщеточные электродвигатели по сравнению с воздушными приводами;
- возможность программирования скорость резания и скорость выкручивания инструмента, глубину резания и шаг резьбы;
- позволяют нарезать резьбы до М60.

К достоинствам пневматических приводов можно отнести:
- прежде всего более простая и более дешевая конструкция;
- меньше рывки на шпинделе при включении / выключении вращения привода.
Для долгосрочной надежной работы пневматического привода самое важное условие - это подготовка воздуха, т.е. и его очистка от пыли, и сушка от влаги, и, конечно, добавление в рабочий воздух масла.

Тот, кто работал на резьбонарезных манипуляторах с пневматическим приводом знает, что дополнительно защитить инструмент от поломки, можно простым снижением давления на приводе при помощи редуктора (т.е. снижая давление, уменьшается крутящий момент привода, и отрегулировав его под конкретную конструкцию и типоразмер метчика, можно просто остановить инструмент, при определенном крутящем моменте, включить реверс, не много выкрутить метчик и затем снова продолжить нарезание резьбы).
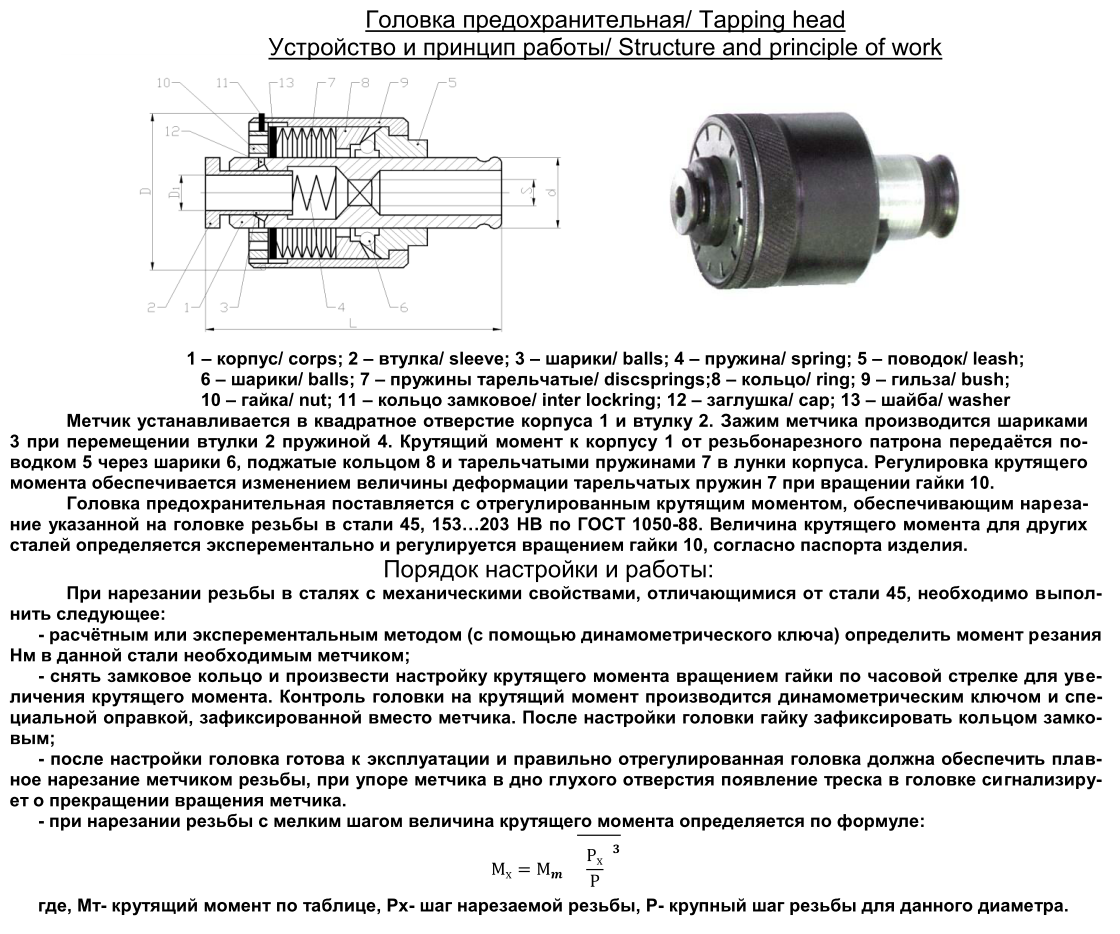
Многие возразят: "Для этого есть предохранительные вставки под метчик (трещетки)." Несомненно есть, с этим нельзя не согласиться.
Но сначала нужно посмотреть на самую распространенную конструкцию этой трещетки.
А это по сути предохранительная муфта с шариками, прижатыми в пазах тарельчатыми пружинами, при достижении критического момента шарики выжимает из пазов и муфта проскальзывает, при этом слышен характерный треск шариков по пазам. Так вот когда шарики скачут по пазам и у Вас установлен метчик, к примеру, М10 - это не страшно и даже хорошо, а вот когда у Вас установлен метчик М1-М3 (в отдельных случаях до М5-М6), то зачастую само срабатывание предохранительной муфты вызывает вибрацию, способную сломать метчик (особенно если он из порошкового быстрореза, или из тв.сплава, или по конструкции с винтовой спиралью и заниженной шейкой и т.д.)
Причем следует отметить, что предохранительные вставки идут у многих производителей не настроенными на крутящий момент или настроены на что-то среднее по конструкционной стали и сложно сказать на какую усредненную типовую конструкцию метчика, точнее сказать не понятно на что...
Как было отмечено и по конструктиву метчики разные бывают (прямые канавки, винтовые канавки, раскатники, метчики для легких сплавов и т.д.) и материал у метчиков разный (от простого быстрореза, до твердого сплава и различных порошковых материалов) — отсюда на метчиках даже одного типа размера будут разные критические (ломающие) моменты.
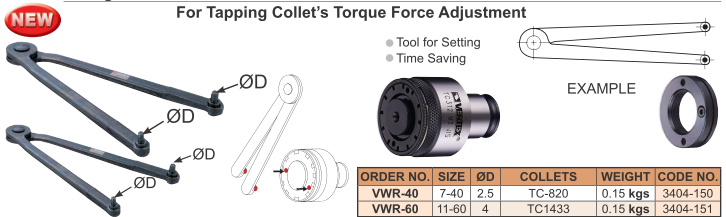
Можно конечно задать вопрос производителям метчика, что бы они предоставили такую информацию о своем инструменте и при помощи тарированного динамометрического ключа установить допредельный момент на предохранительной муфте, но в основном никто этим не занимается, все установки и регулировки производятся экспериментально.
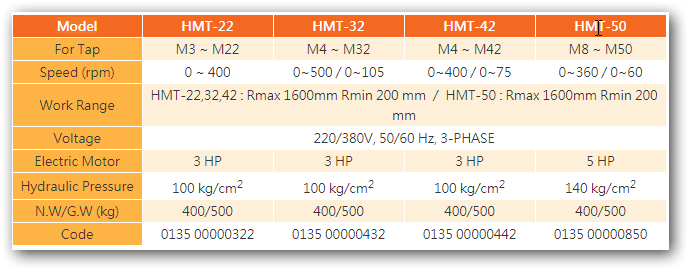
Манипуляторы с гидравлическим приводом (или с гидроусилителем) позволяют выдавать довольно большой крутящий момент на приводе и нарезать резьбы до М50-М60.
Наиболее часто встречающиеся производители резьбонарезных манипуляторов:
Volumec http://www.volumec.it - надежный Итальянский бренд
CMA Italia http://www.cma-italia.it
Vertex https://www.osnastka.pro
Trade Max https://www.trade-max.com.tw
Gin-Chan http://www.gin-chan.com
Tap Master https://www.tapmasterindia.
King Sang https://www.kingsang.com.tw
Roscamat https://www.tecnospiromt.com
Matchling https://en.matchling-tooling.
Sumake https://www.sumake.com
Gamor https://www.gamor.es
Fanar http://fanar-tools.ru
Done CNC http://www.donecnc.com
Flex Arm https://www.flexarminc.com
Bailegh https://www.baileigh.com
YL-Tool http://www.yl-tools.com.tw
Indimart https://www.indiamart.com
Shingare http://www.shingare.com
Huvema https://www.huvema.nl
Noel Machinery https://www.noelmachinery.co.
Atoli http://www.atoli.com.tw
Wellcam http://www.wellcam.com.tw
Machine Tapping https://www.machine-tapping.
Ravisons Corporation https://www.
SCM SRL https://www.scmsrl.com
и большое количество других производителей, в том числе и Китайских...
Sunmatch http://www.sunmatch.com
TEKNOMASYON (BLUETECH) http://www.bluetech.com.tr
AIR-LIFT http://air-lift.pl
BENIGN ENTERPRISE CO. https://www.e-bemato.com
ONS TECHNO SOLUTIONS http://www.onstechno.co.in
ZIPP GROUP https://www.zippgroup.com
Unity Marketix Pvt. https://www.unitygroup.co.in
Purelogic R&D https://purelogic.ru
Демонстрационное видео работы резьбонарезных манипуляторов:
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
Поделиться: