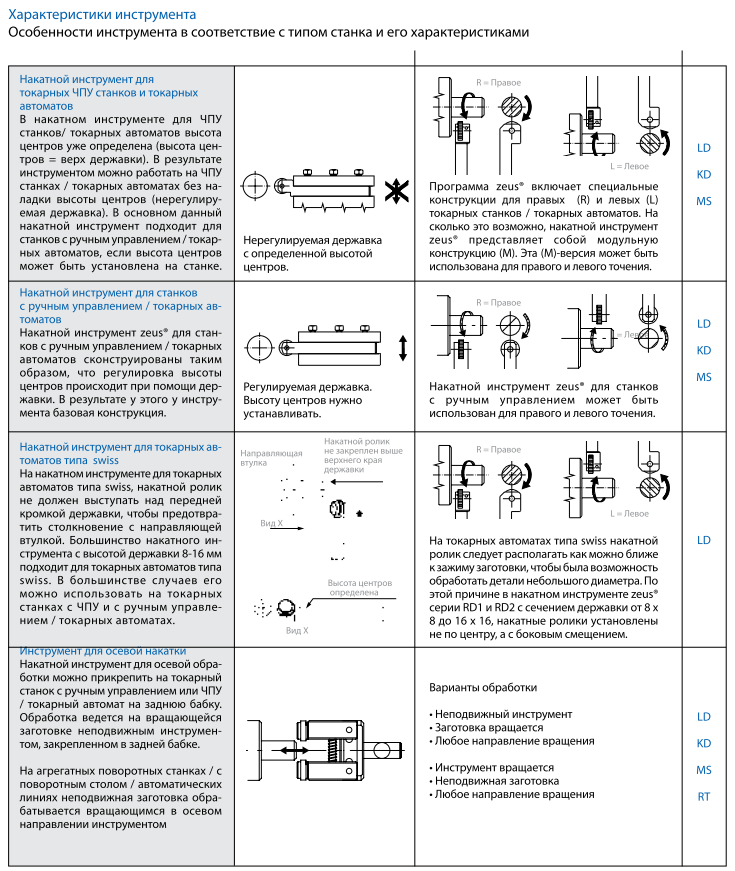
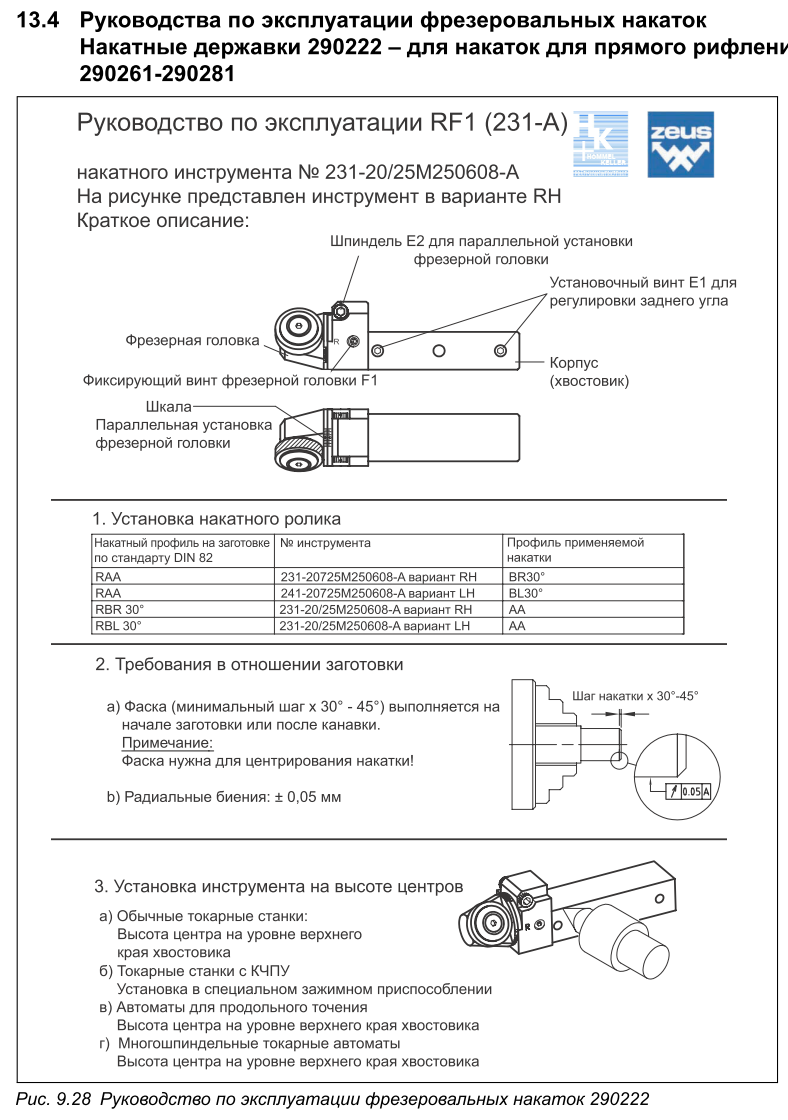
В данной статье рассматривается инструмент (оснастка) для накатывания различного типа рифлений в основном на токарных станках и автоматах, хотя возможна накатка и на радиально сверлильных, фрезерных станках (как универсальных, так и с ЧПУ) в зависимости от типа поверхности, применяемой оснастки и т.д.
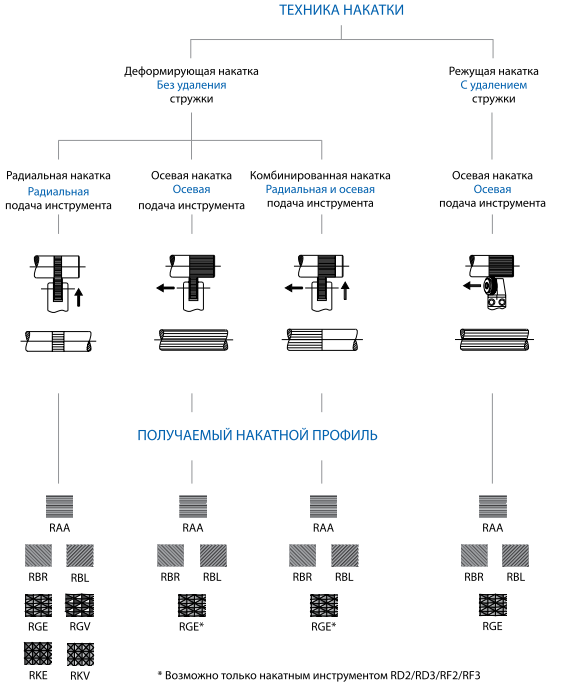
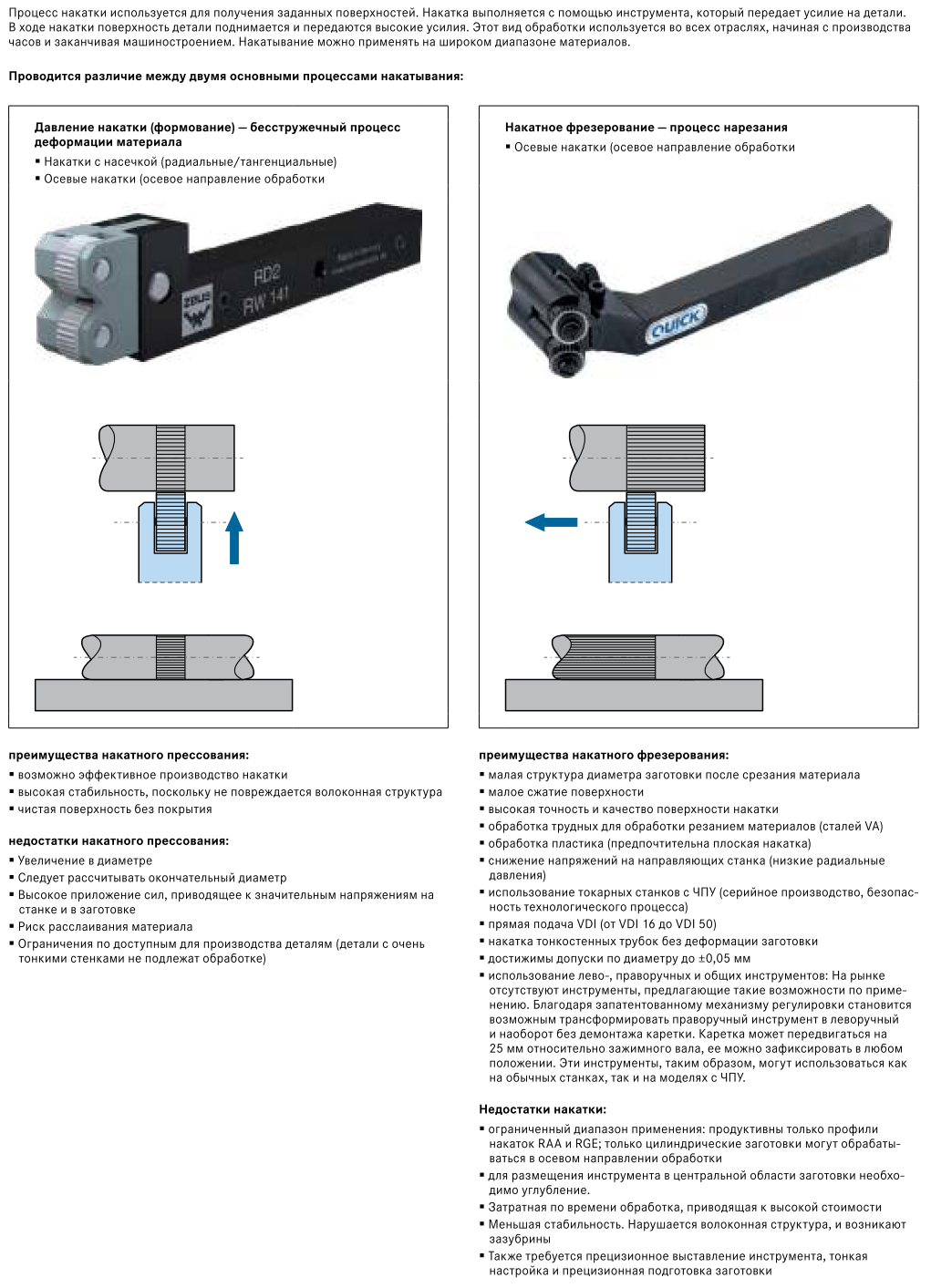
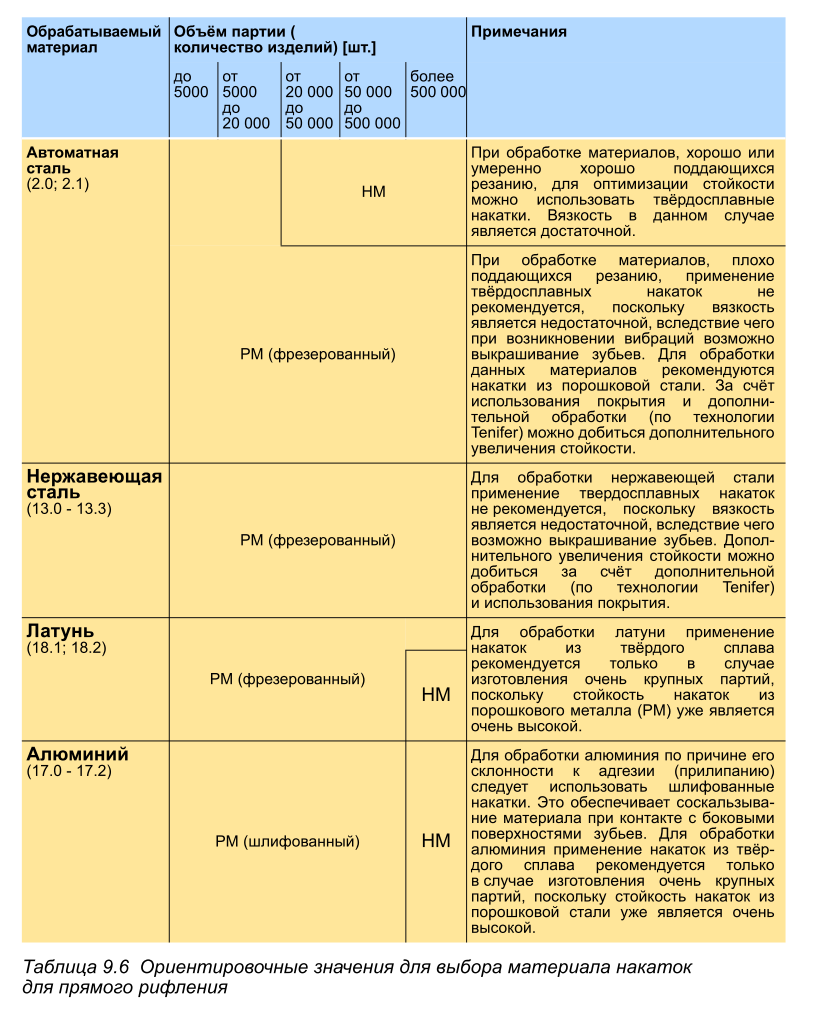
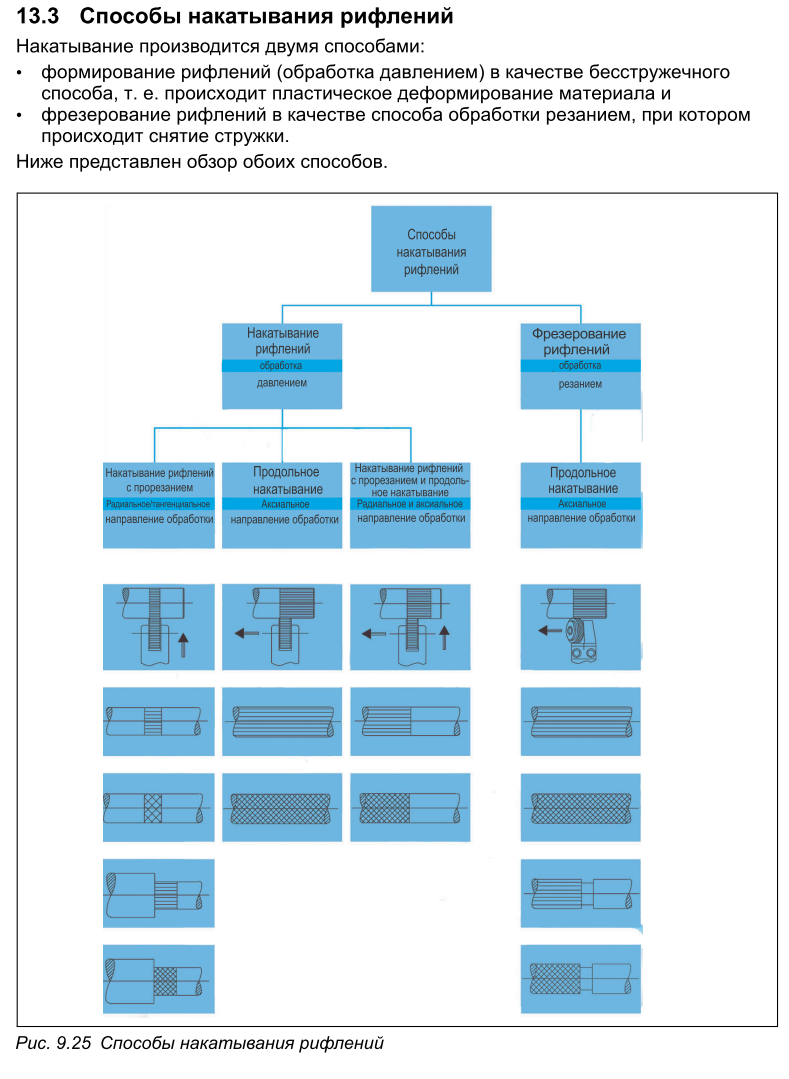
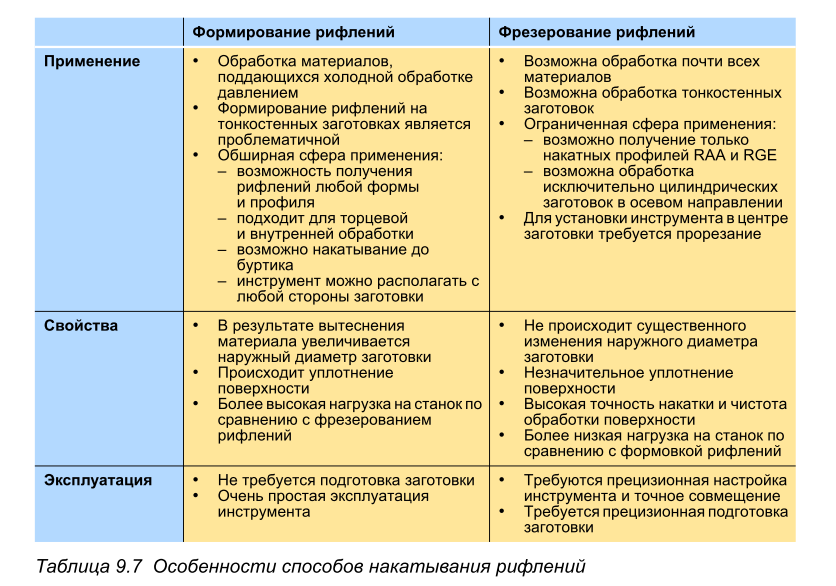
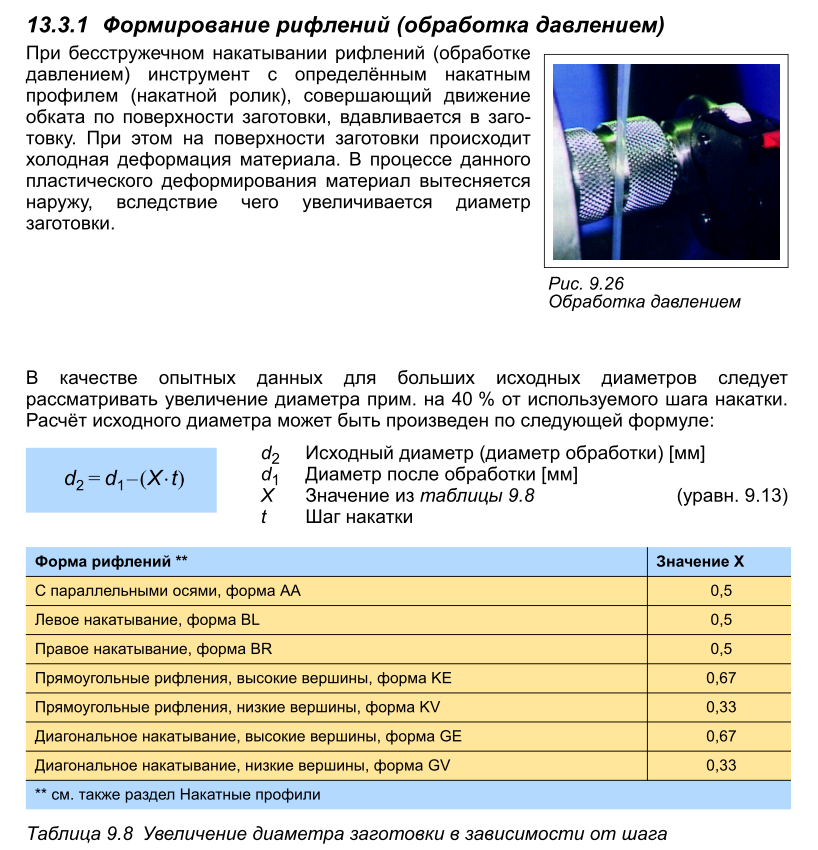
Стоит сразу внести некоторое различие в виды накаток. Деформирующая накатка – это процесс без образования стружки, при котором происходит сжатие поверхности. Деформирующая накатка – это процесс холодной деформации, техника подходит только для материалов, пригодных для холодного пластического деформирования. В результате такой накатки внешний диаметр увеличивается. Основное преимущество данной техники лежит в ее области применения. При деформирующей накатке можно воспроизвести любой накатной профиль, она также пригодна для торцевой, внутренней или конической накатки. Более того, она подходит при накатке до буртика.
* Представляет собой процесс холодной пластической деформации
* Подходит для всех видов накатных профилей и маркировки
* Подходит для торцевой и внутренней накатки
* Накатка до буртика
* Начинать процесс накатки можно в любой части заготовки
Режущая накатка является альтернативой деформирующей накатки. При подаче инструмента происходит снятие материала. Эта техника особенно подходит для обработки тонкостенных заготовок, мягкого материала
(в т.ч. пластика) или сложнообрабатываемых материалов. Режущая накатка отличается высокой точностью и отличным качеством получаемой поверхности, именно поэтому она рекомендуется для производства
высококачественного профиля. В противоположность деформирующей накатке, сжатие поверхности и перемещение материала минимально. Нагрузка на станок тоже сравнительно мала. Одно небольшое ограничение техники режущей накатки - немного меньшая область применения. Режущая накатка подходит только для накатки профилей rAA и rGE. Более того, из-за минимального сжатия поверхности прочность
накатного профиля уменьшается.
* Подходит для большинства материалов
* Подходит для тонкостенных заготовок
* Подходит для очень маленьких деталей
* Высокая точность и качество поверхности, поэтому подходит для обработки визуально высококлассного профиля
* Ограниченная область применения: Накатные профили rAA и rGE можно произвести инструментом любой серии.
* Возможность производства профилей rBr и rBl ограничена
* Подходит только для цилиндрических заготовок при осевой подаче инструмента
* Накатку можно начинать на конце заготовки или посередине после канавки
* Накатка до буртика не возможна
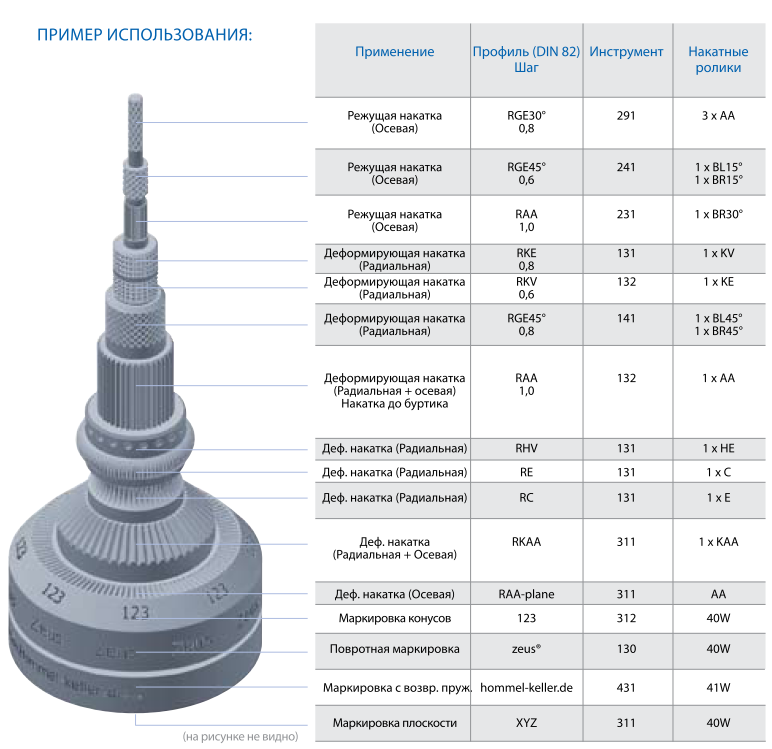
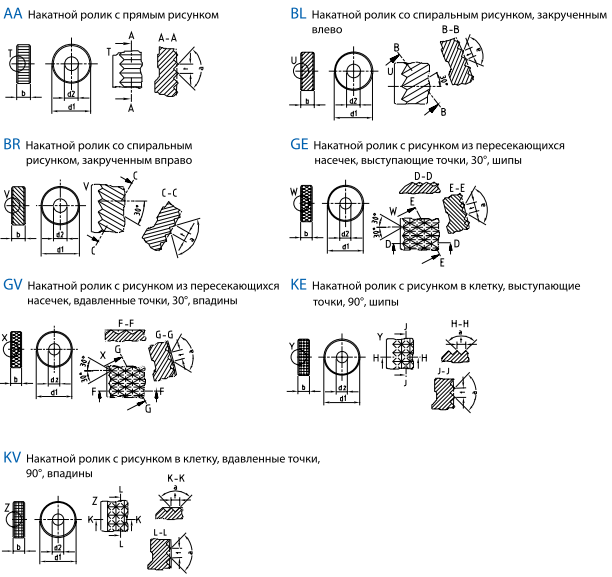
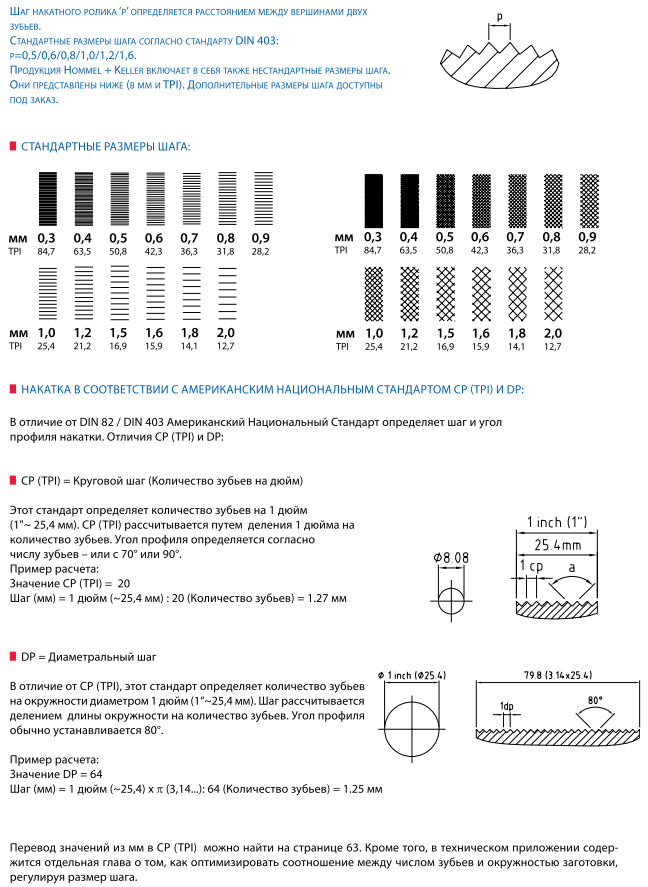
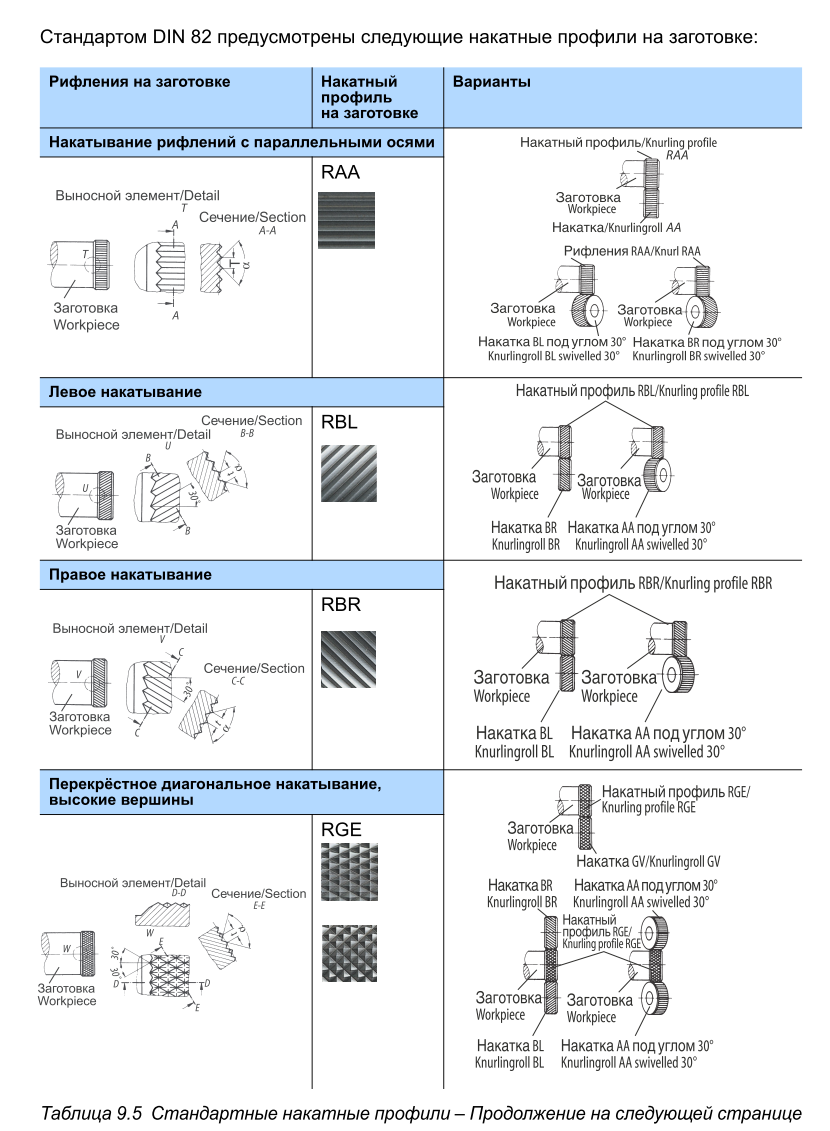
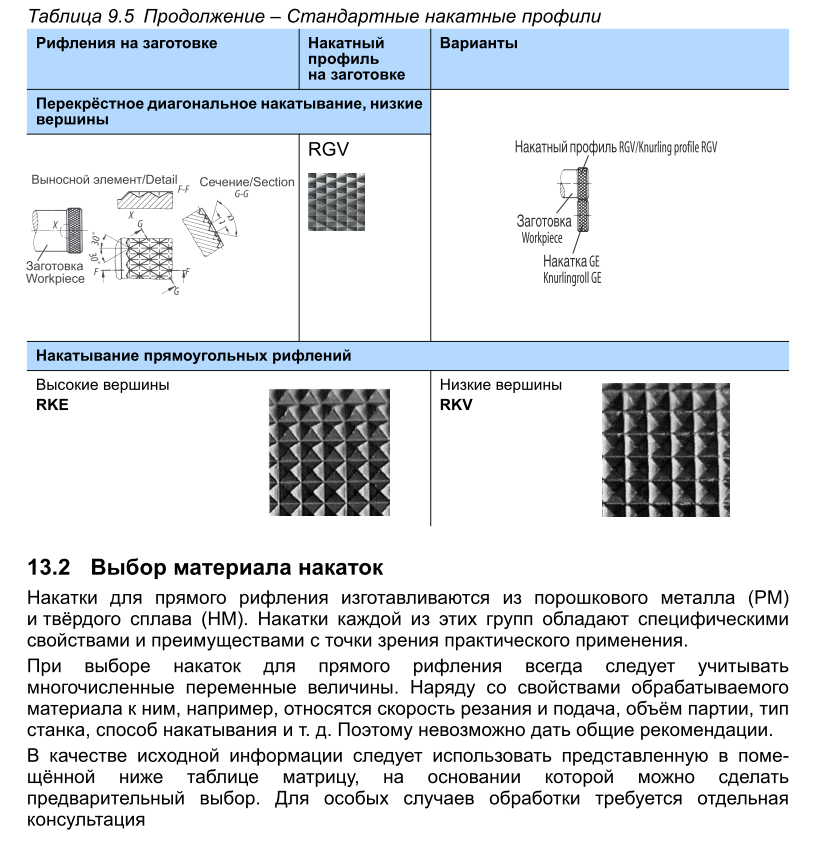
Профиль и шаг накатываемых рифлений разнообразен (плюс возможно нанесение маркировки, клеймения данным методом)
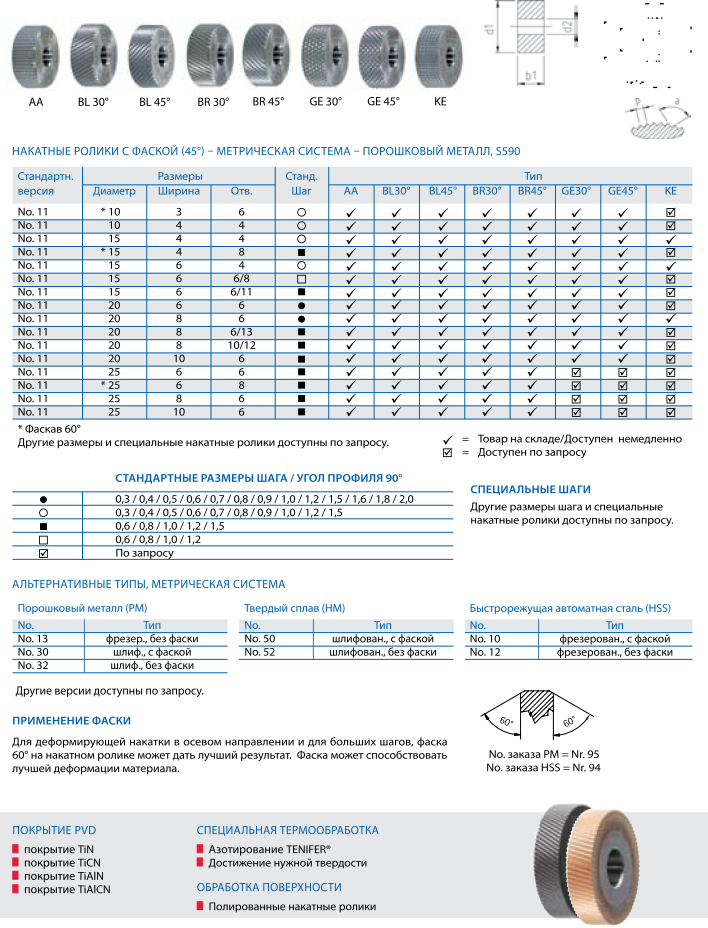
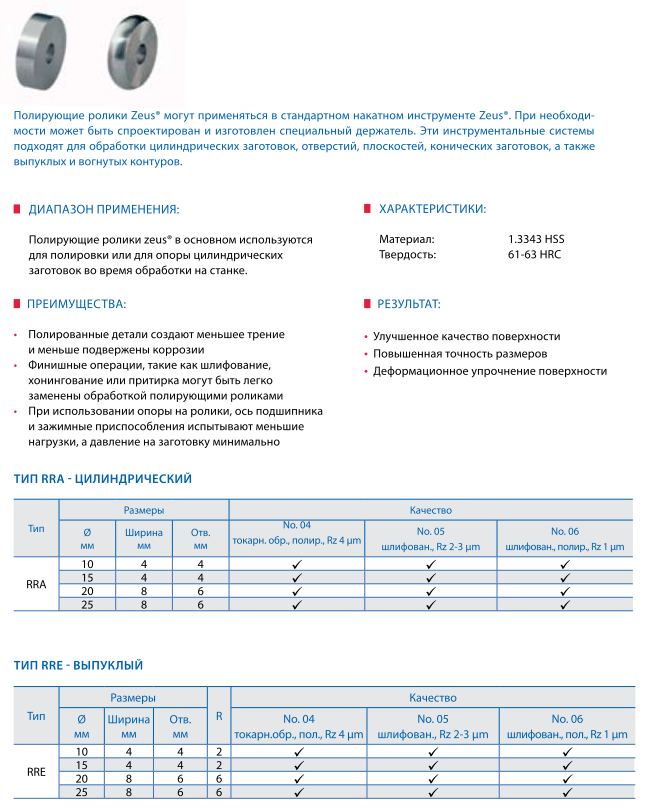
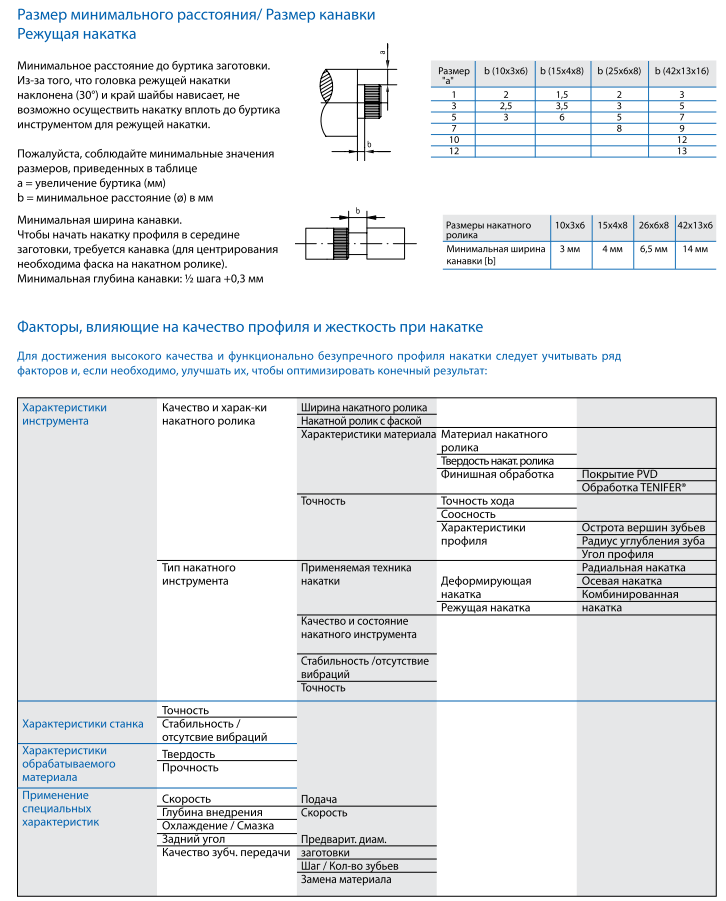
С помощью оптимальной финишной обработки, которая выбирается в зависимости от обрабатываемого материала, возможно значительно увеличить срок службы инструмента. Финишная обработка инструмента зависит от многих факторов (применяемой технологии накатки, обрабатываемого материала, размера накатного ролика, подачи, скорости и т.д.).
Возможны следующие виды обработки:
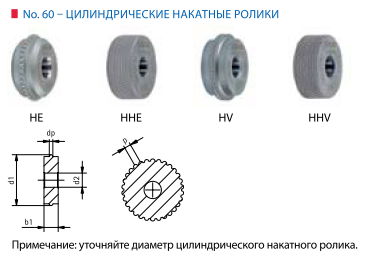
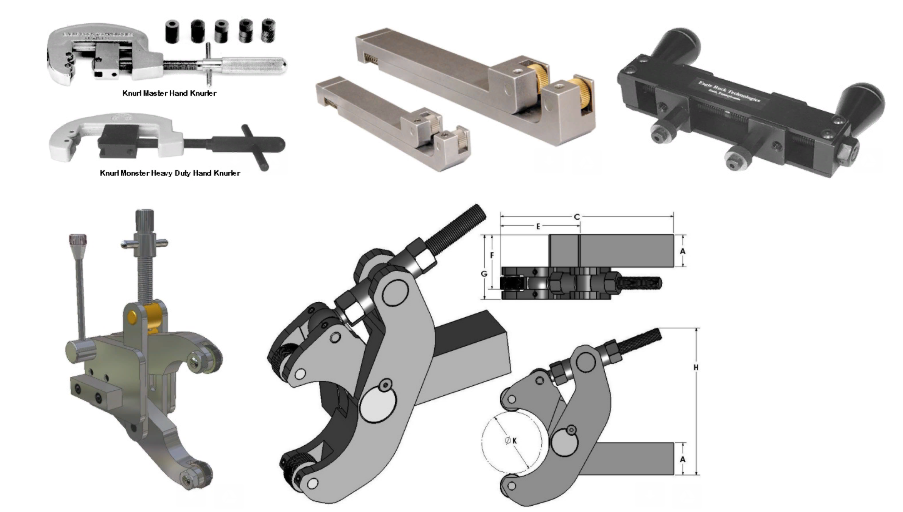
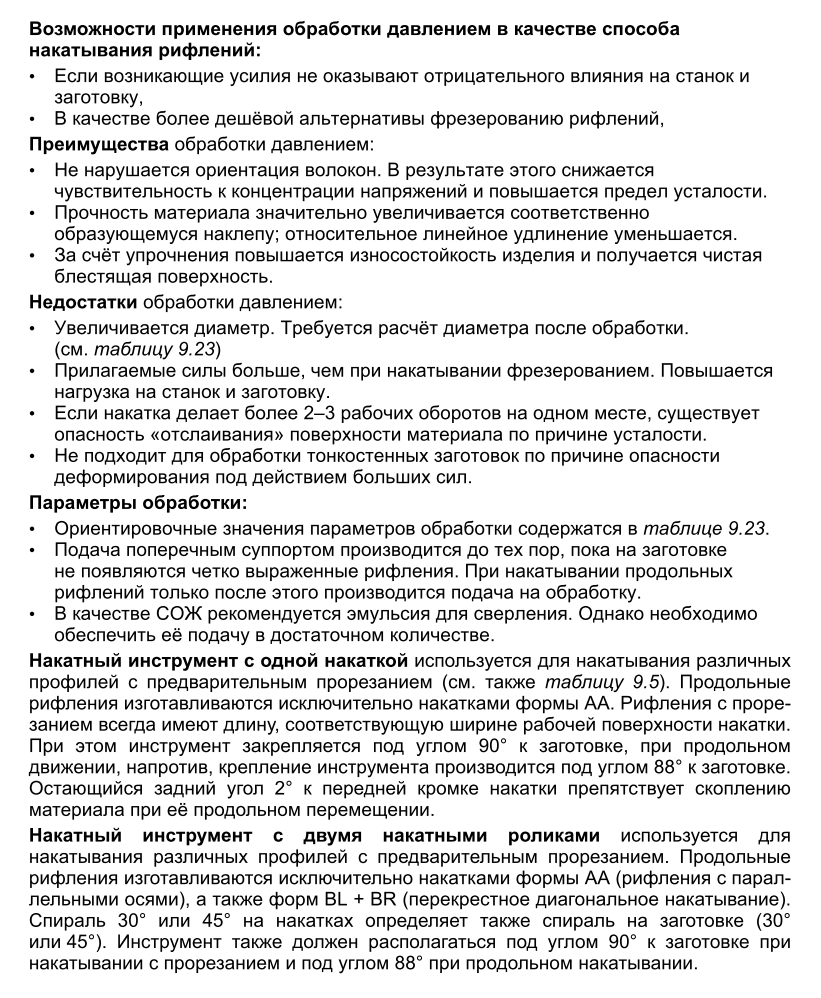
Говоря про современные инструменты (оснастку) для накатывания рифлений на различных поверхностях, хочется отметить большой выбор различных конструкций оправок, приспособлений, накатных роликов и т.д.
Ниже приведены фото различных конструкций импортного производства.
Высокое качество роликов и самой оснастки позволяет вести производительную накатку с получением высокого качества рифлений на различных материалах.
Техническая информация:
Наиболее известные и востребованные производители подобной оснастки перечислены ниже:
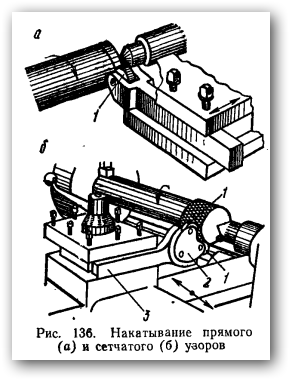
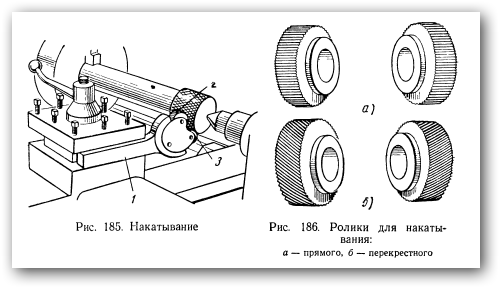
Для более полного освещения технологии накатки рифлений приведем не много теории из справочников и учебников советских времен...
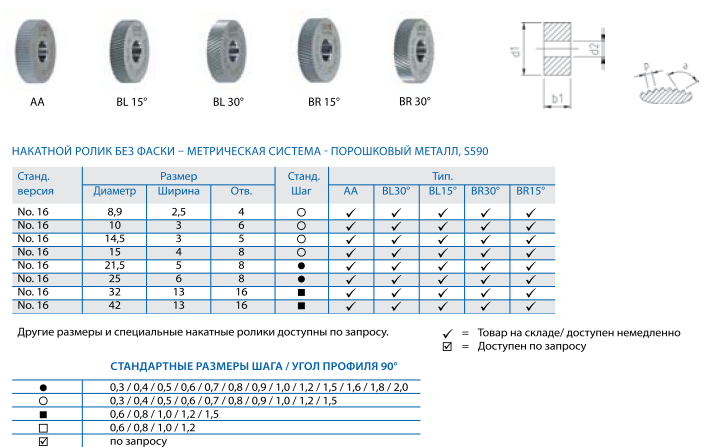
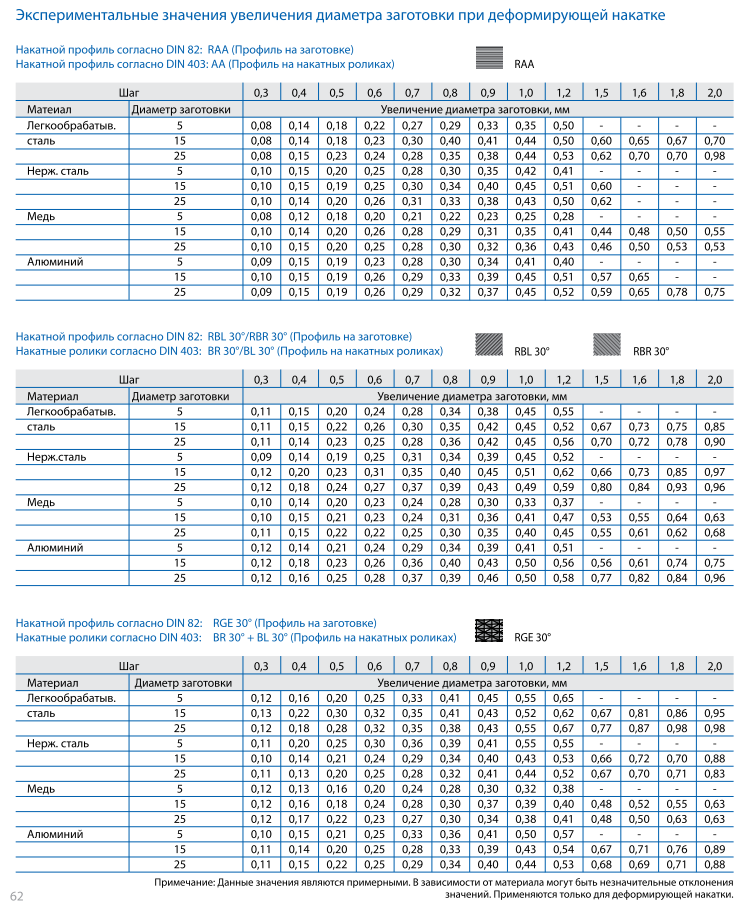
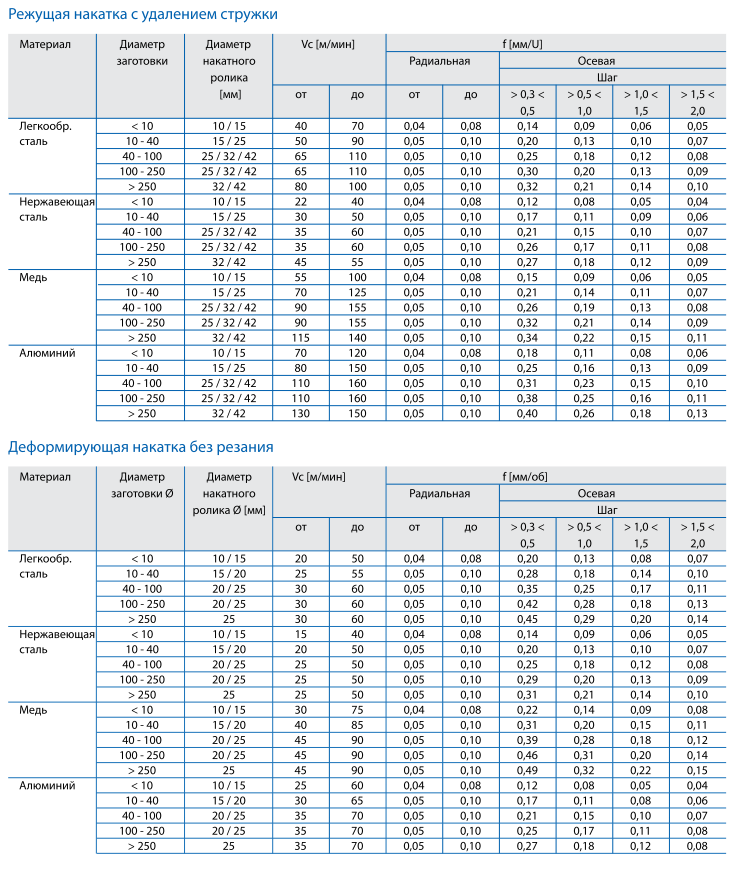
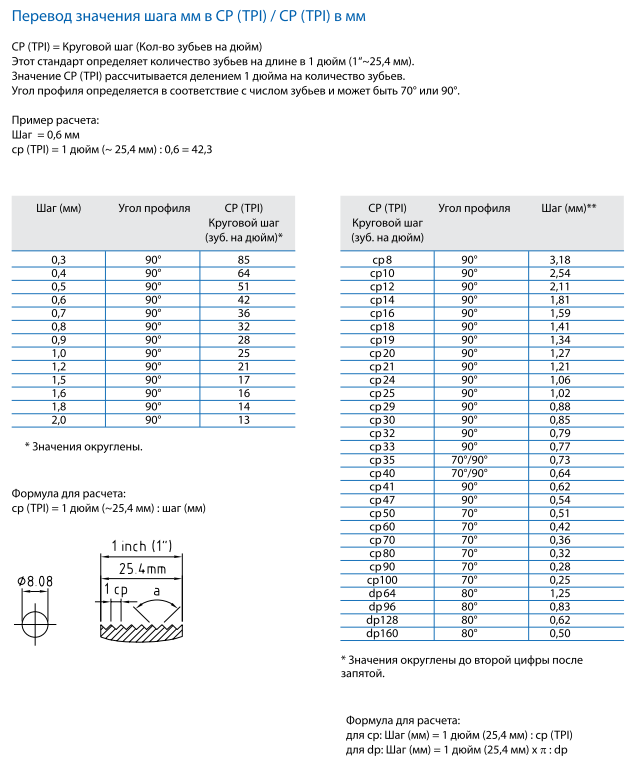
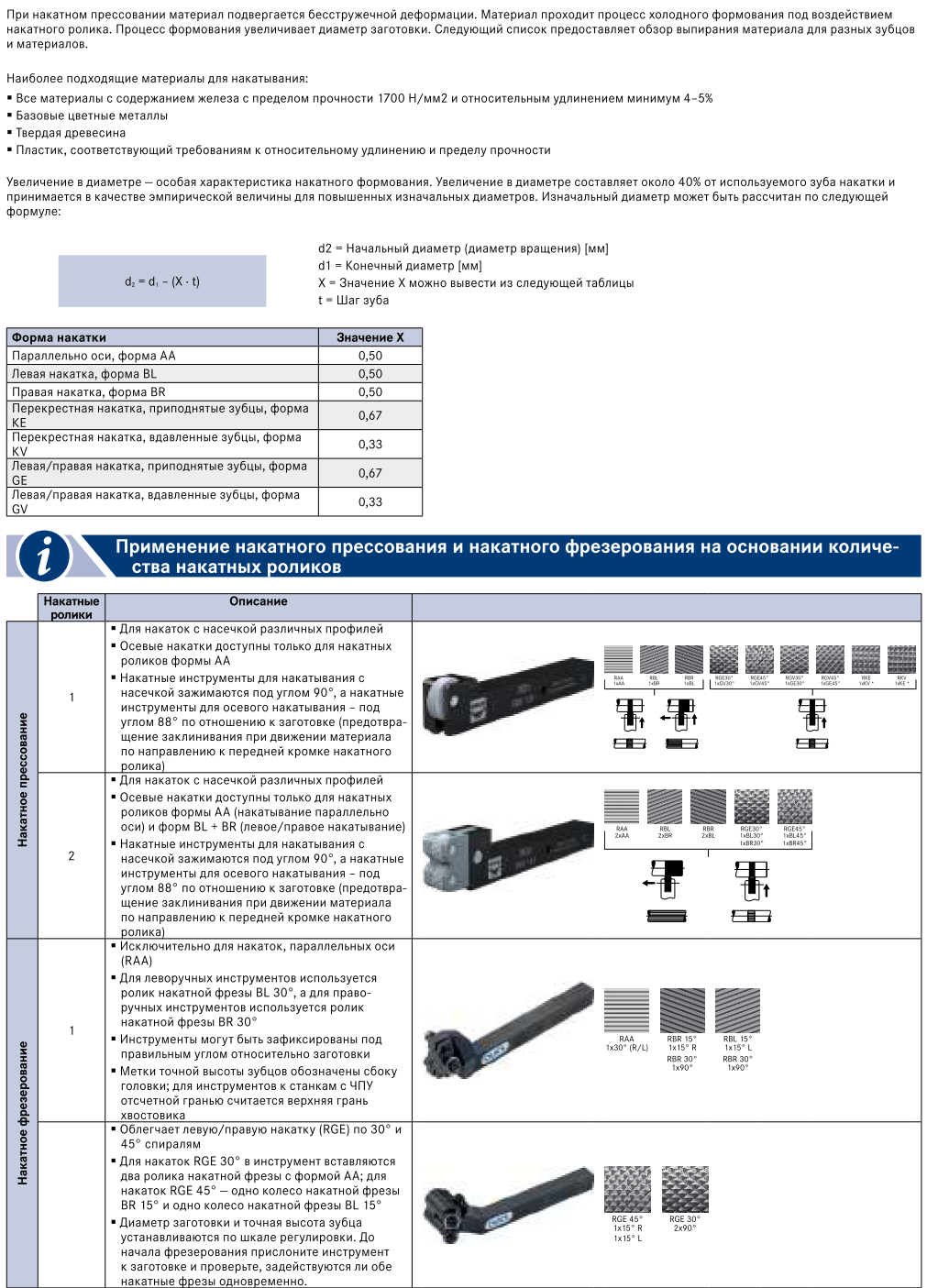
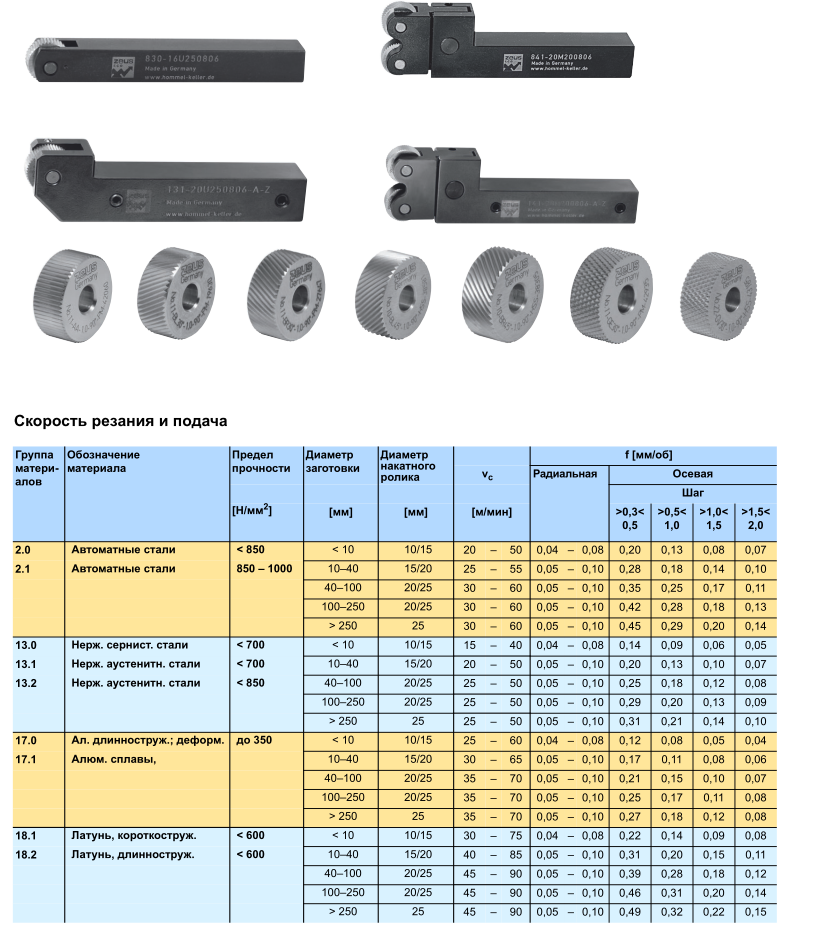
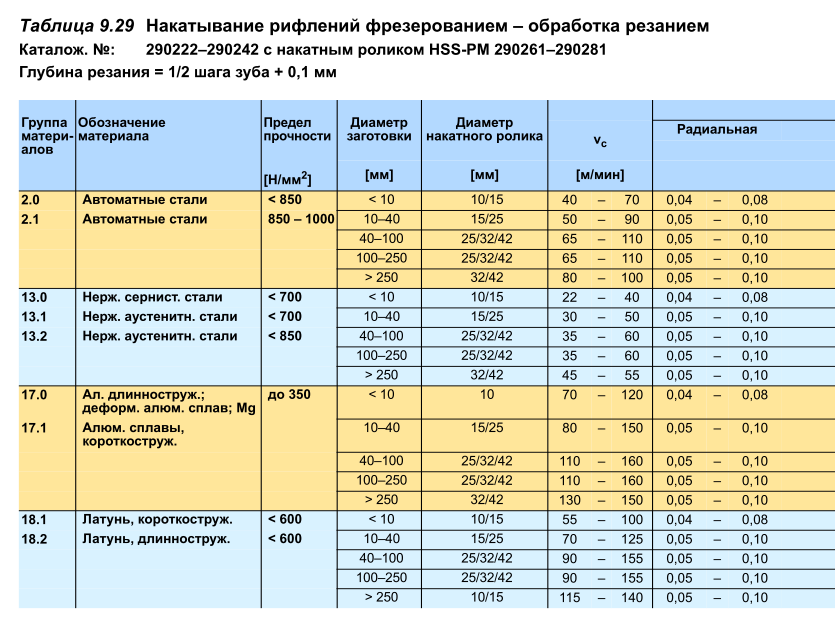
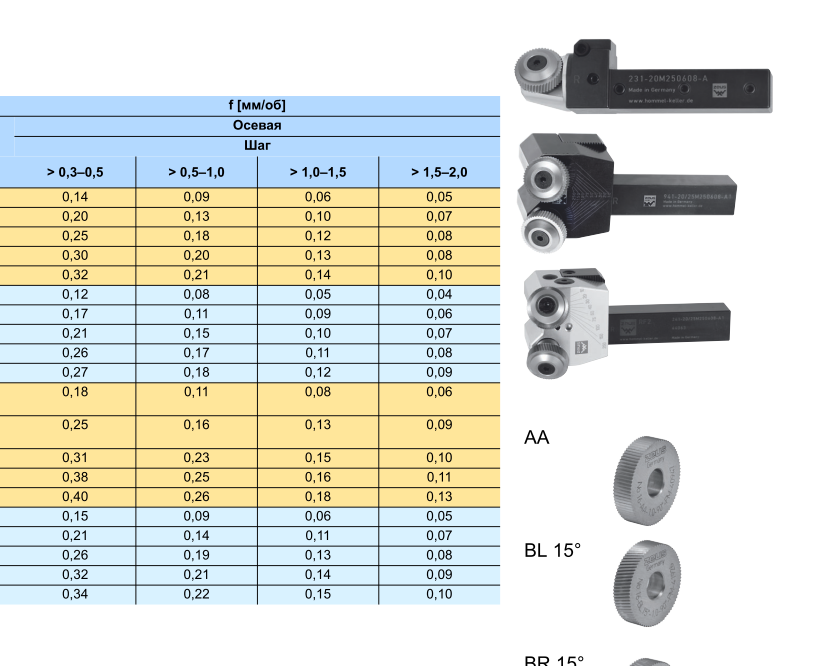
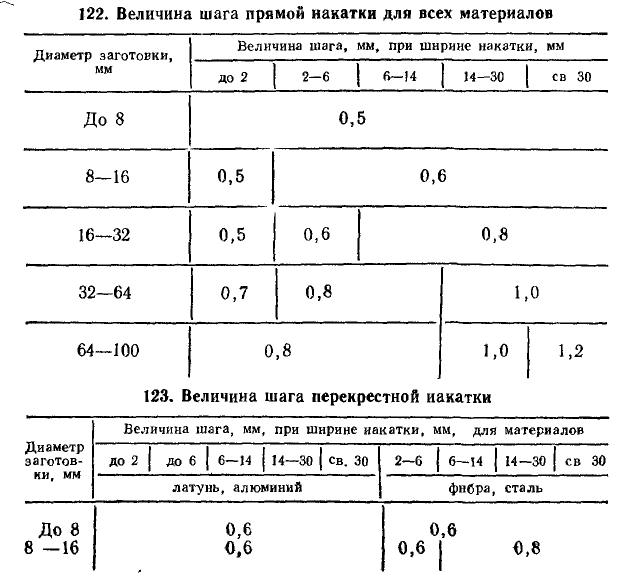
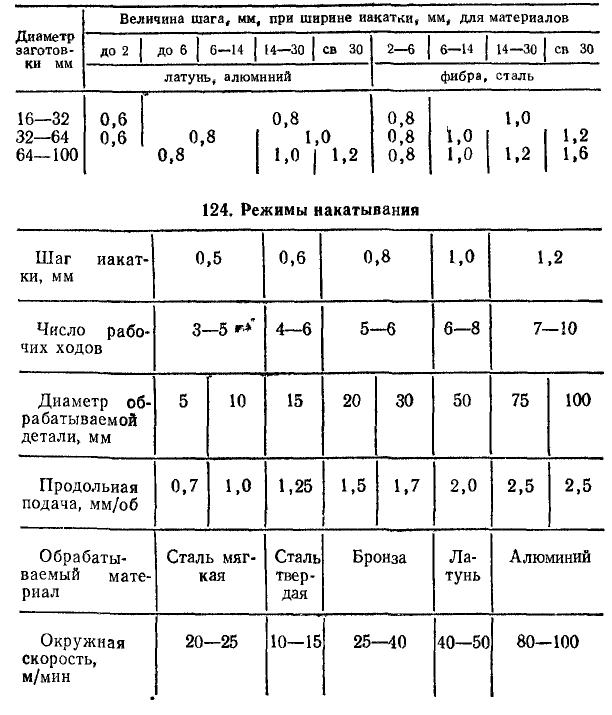
Чаще всего применяют прямую, перекрестную или сетчатую накатки (накатка возможна на наружных (чаще всего), внутренних поверхностях, на образующей поверхности конуса, на торце детали). Шаг накатки выбирается в зависимости от диаметра заготовки и ширины накатки по ниже приведенным таблицам.
Б.Г.Зайцев, А.С. Шевченко. Справочник токаря Москва, Высшая школа 1979 г.
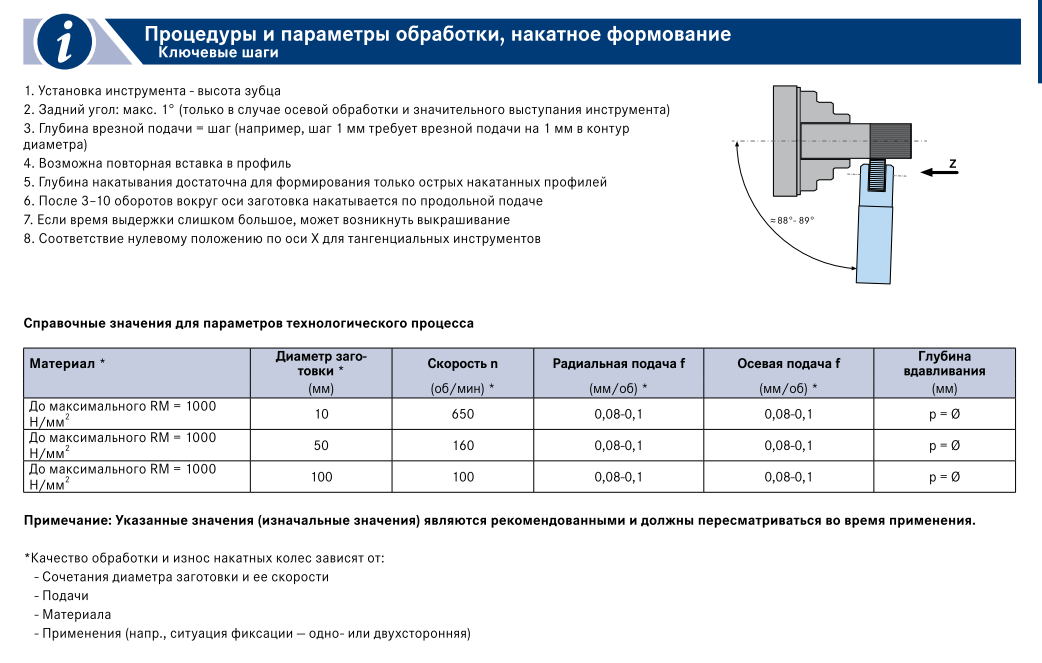
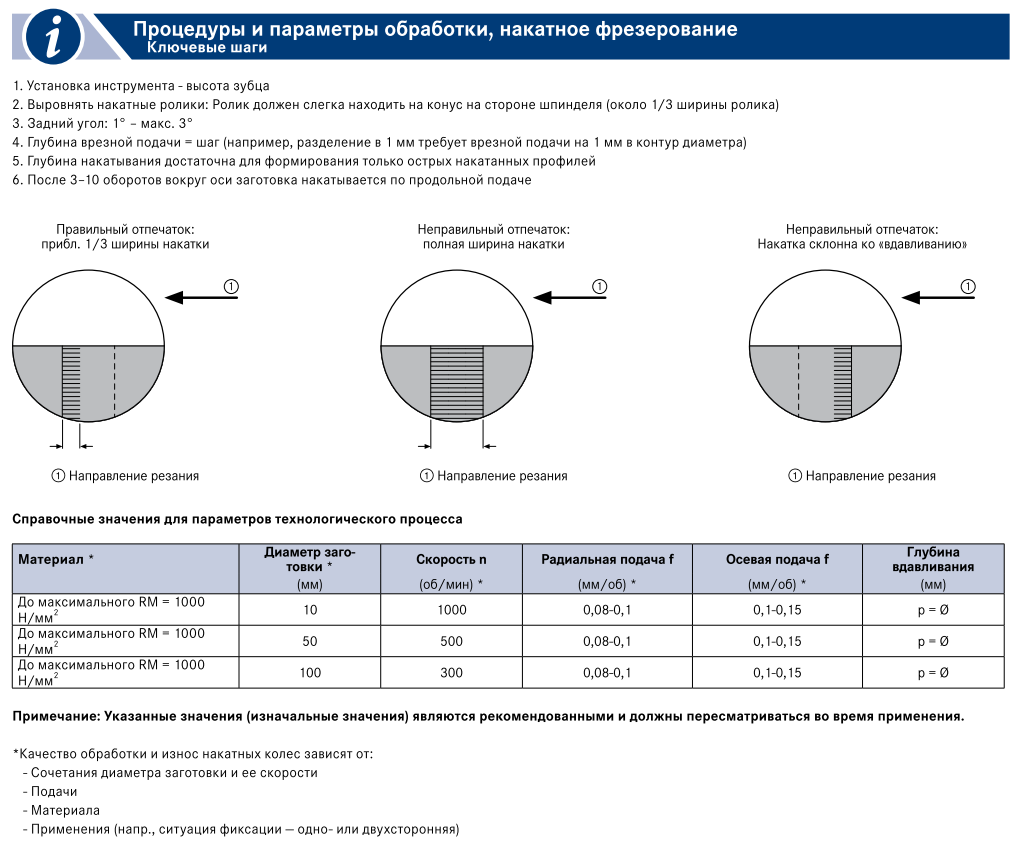
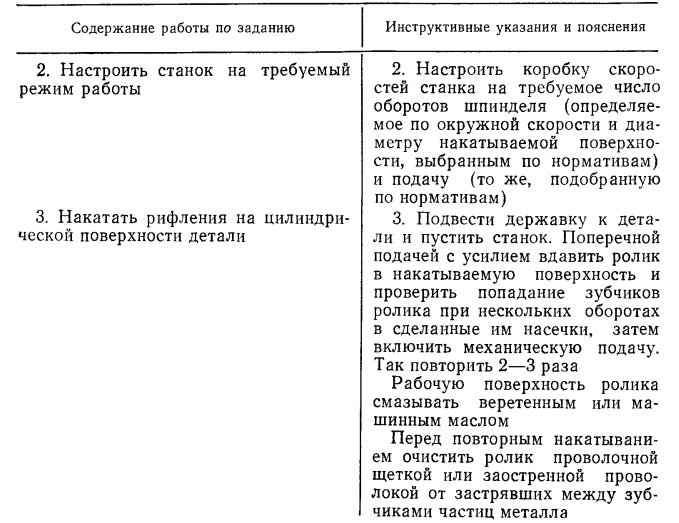
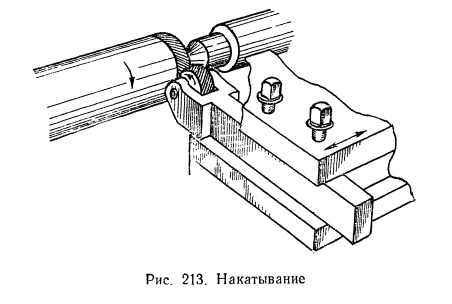
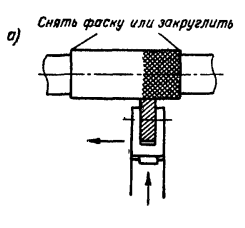
При накатывании материал частично выдавливается, поэтому диаметр под накатку должен быть меньше номинального на 0,25-0,5 шага накатки. Обычно ролик (ролики) подводят к вращающейся детали в плотную и на ручной подаче вдавливают в деталь. Полный профиль обычно получают за несколько рабочих ходов (обычно 2-3 прохода, обработка нежестких деталей может производиться за 5-10 рабочих ходов или с применением специальных накатных головок). (Стоит отметить, что современная оснастка позволяет производить накатку за 1 проход даже на нежестких деталях с применением соответствующей оснастки)
При накатывании деталь смазывают обильно маслом, при необходимости производят щеткой очистку поверхности.
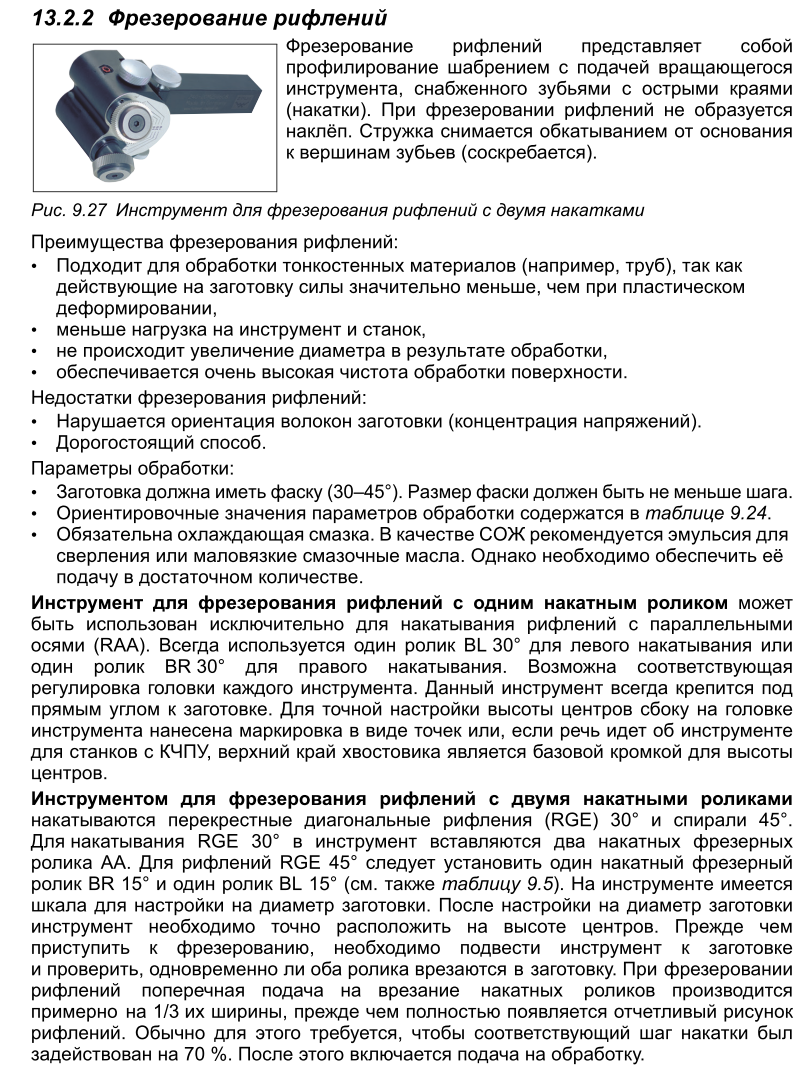
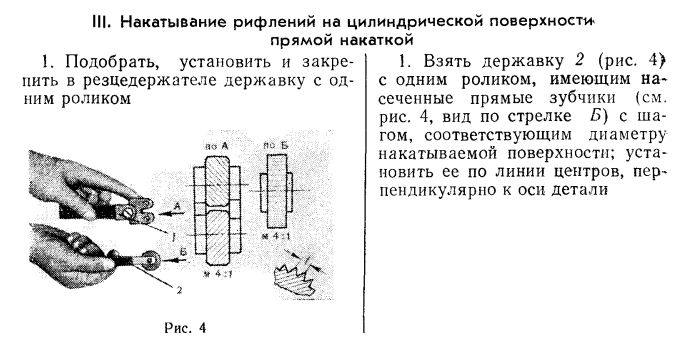
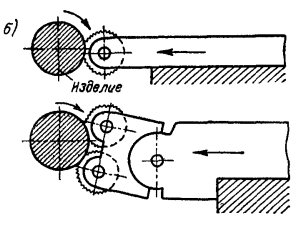
Для получения накатки прямого профиля, чаще применяют однороликовую накатку, для сетчатого двухроликовую (хотя на данный момент изготавливаются накатные ролики различных типов, поэтому и сетчатый профиль возможно получить однороликовой накаткой).
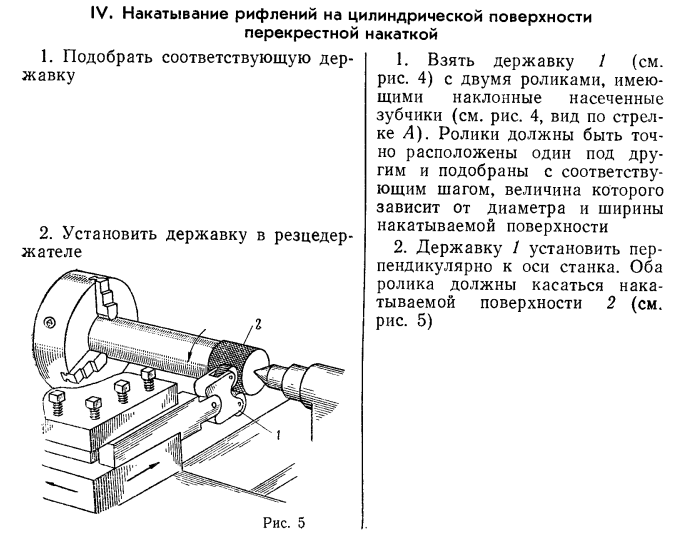
Накатка закрепляется с наименьшим вылетом, так что бы образующая ролика была строго параллельна оси детали. Ось ролика однороликовой накатки должна строго находиться на уровне оси центров станка. Для двухроликовой накатки точность установки по высоте не имеет существенного значения (в случае если предусмотрена конструкцией накатки самоустановка роликов за счет шарнирного механизма).
В.А. Слепинин. Руководство по обучению токарей по металлу. Москва. Высшая школа 1974 г.
А.Н. Оглобин. Основы токарного дела. Ленинград. Машиностроение. 1974 г.
Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.












Поделиться: